


Uso de subprogramas:una herramienta poderosamente simple
Recientemente, un lector me pidió que publicara un artículo sobre el uso de subprogramas. Aunque este es un tema bastante simple, me hizo darme cuenta de que no todo el mundo está familiarizado con el uso de subprogramas y subrutinas, así que ¿por qué no ofrecer mi opinión? También me referiré al uso de la capacidad de fusión NC conversacional de Hurco... ¡que es poderosamente simple y muy útil!
Para aquellos que no lo sepan, los subprogramas son programas separados e independientes a los que se puede llamar desde un programa principal, y a menudo se usan para cosas como repetir funciones, ejecutar el mismo programa en varias ubicaciones diferentes o, básicamente, siempre que tenga sentido tenga un programa "enlatado" listo para ejecutarse cuando necesite llamarlo a la acción.
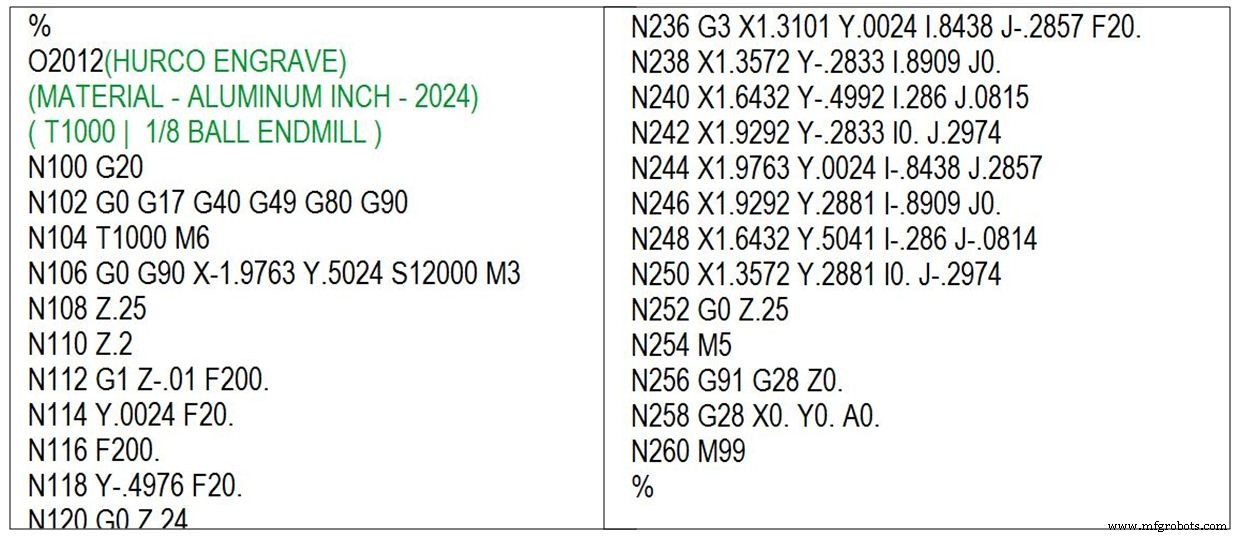
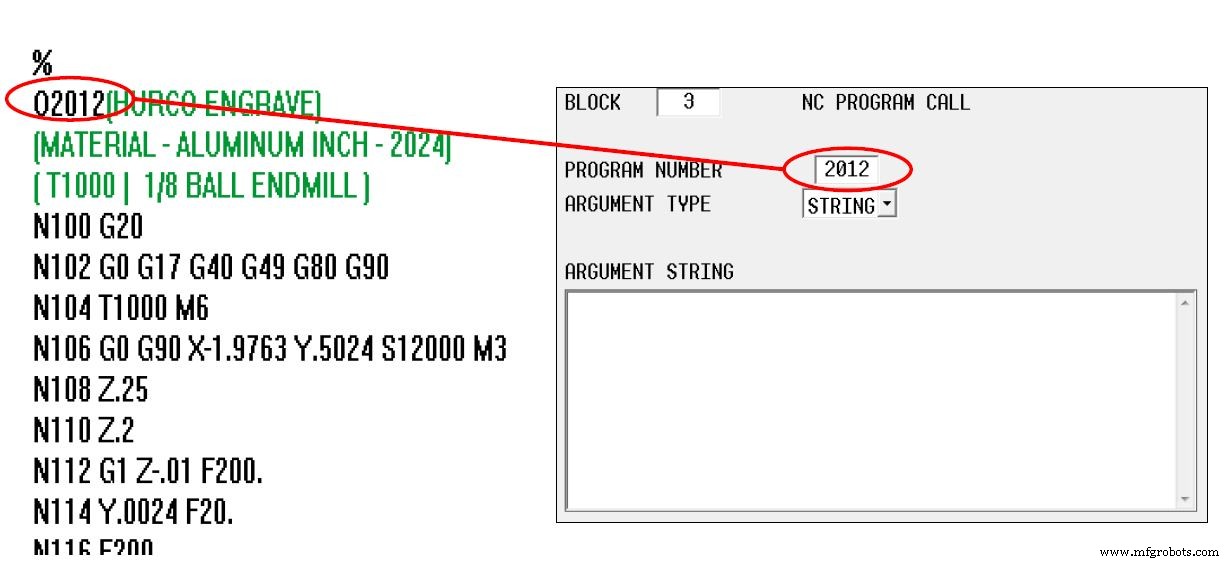
La mayoría de los programas de código G o NC comienzan con un número de programa, que generalmente consta de una cadena de 4 números, y está precedido por una letra "O" o un bloque de dos puntos (:). Este número de programa se puede usar para llamar a nuestro subprograma a la acción siempre que sea necesario simplemente insertando un M98 en el programa principal. Si quisiéramos llamar al programa de ejemplo a continuación como un subprograma, simplemente insertaríamos una línea de código en el programa principal que diría:M98 P2012. También deberá reemplazar el M2 o M30 que generalmente se usa para finalizar un programa NC con un M99. El M99 le dice al control que el subprograma ha terminado y regresa el control al programa principal original. El programador puede repetir este procedimiento tantas veces como sea necesario para completar su tarea, y el mismo subprograma puede llamarse un número ilimitado de veces.
Además de llamar a un programa separado como un subprograma, también podemos "anidar" el subprograma al final del programa principal, por lo que todo está perfectamente contenido en un solo archivo de datos. El formato tanto del programa principal como del subprograma es exactamente el mismo que si fueran archivos separados, pero el programa anidado debe colocarse DESPUÉS del típico M2 o M30 que se usa para finalizar el programa principal original.
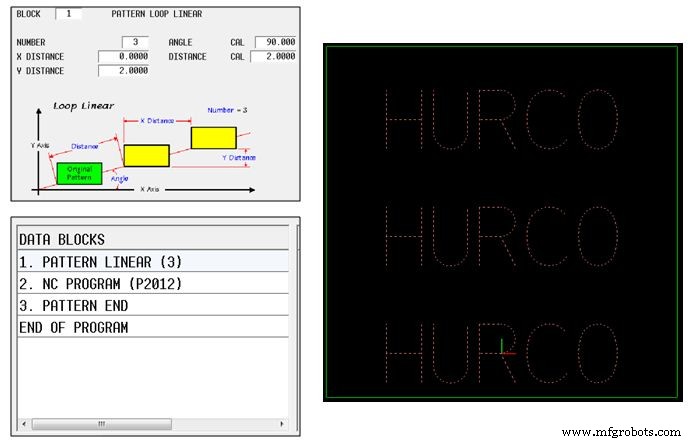
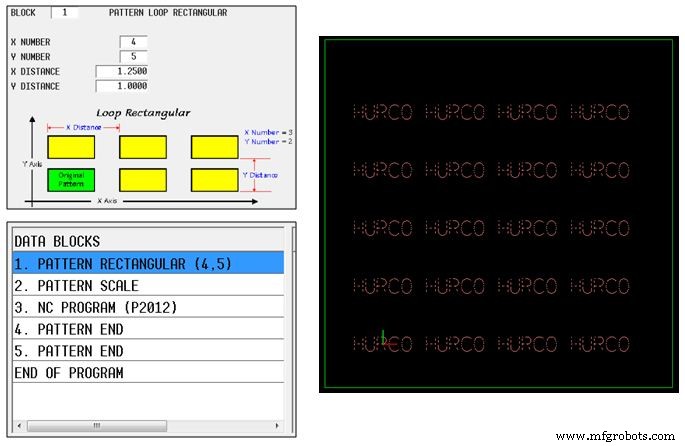
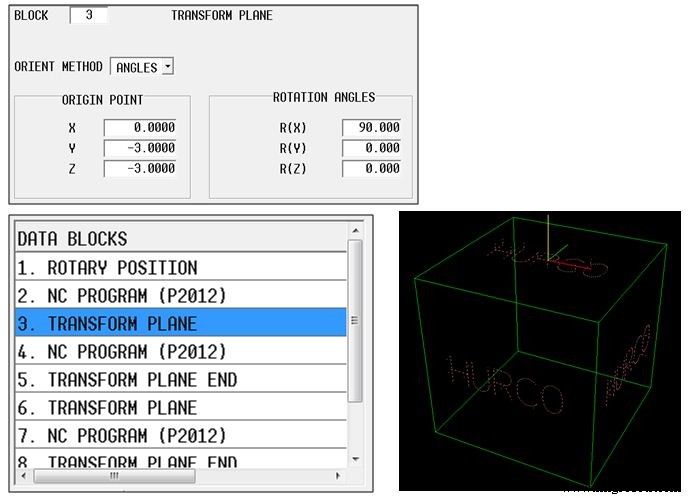
Mencioné en el párrafo inicial anterior que los subprogramas NC también se pueden usar con un programa conversacional Hurco WinMax, usando una función llamada NC Merge. El procedimiento es prácticamente el mismo que NC, excepto que llamaremos al subprograma desde un bloque conversacional en lugar de insertar la llamada de código G M98. El bloque de datos NC Merge también se puede usar con patrones conversacionales y bloques de plano de transformación de 5 ejes para posicionar características... brindando al programador una solución fácil para problemas complejos.
máquina CNC
- Circuito de alarma de incendio simple usando termistor - Circuito electrónico
- Una guía sencilla para crear un programa de mantenimiento predictivo
- Número de Armstrong en el programa JAVA utilizando For Loop
- Circuito de protección de sobretensión simple con diodo Zener
- 21 Unidad 4:Lenguaje y estructura CNC
- Uso de tipos de datos simples y complejos en C++
- Ejemplo de programación CNC en programa de torno CNC simple en pulgadas
- Llamada de subprograma Haas M98 con código de ejemplo básico
- Fundamentos de subprogramas CNC para maquinistas CNC
- Subprograma:definición del diccionario CNC
- Fresado de arco usando G2 I &J Ejemplo de programa CNC