


¿Cómo hacer un programa para fresado helicoidal?
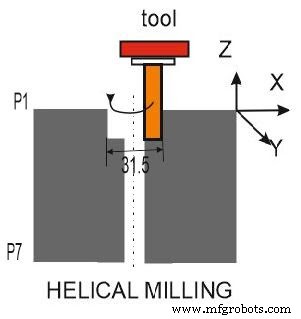
En el programa de fresado helicoidal estamos Ampliación del diámetro del orificio hasta 31,5 mm. Veamos cómo hacer un programa para fresado helicoidal;
O1234
DESCRIPCIÓN
N20 -Programa en el sistema de coordenadas incrementales, destino de las coordenadas de trabajo en la fresadora, todas las dimensiones en "mm", selección del plano xy, ciclo fijo cancelado si corresponde, compensación de compensación de altura de la herramienta negativa;
N30 – Husillo en sentido horario velocidad 1200 r.p.m.
N40 – Avance rápido donde en la posición X0 y Z0 .
N50 - Avance rápido donde la herramienta se mueve en la posición Z10, el refrigerante está encendido.
N60- comando de interpolación lineal donde Z es 0 . (toque de la herramienta a la pieza de trabajo), la velocidad de avance por revolución es 0,2
N70 - Comando de interpolación lineal donde la herramienta toma la posición 15.75 en el eje X, la compensación del radio de la herramienta queda.
N80 - Interpolación circular en sentido antihorario donde I =-15,75 y la profundidad de corte en el eje Z es -4 .(primer punto imaginario de corte P0 a P1)
N90 - Interpolación circular en sentido antihorario donde I =-15,75 y la profundidad de corte en el eje Z es -4 . (Segundo corte del punto P1 al P2)
N150 - Comando de interpolación lineal donde la herramienta regresa a la posición inicial X =0, la compensación de la punta de la herramienta está desactivada.
N160 - Avance rápido donde la herramienta se mueve en la posición Z50 .
N170 - Refrigerante apagado, husillo apagado, fin del programa principal.
máquina CNC
- Cómo hacer fibra de vidrio
- Cómo hacer un molde de inyección
- ¿Cómo utilizar una fresadora CNC?
- Herramientas de corte de acrílico:4 estrategias para fresar acrílico
- Consideraciones clave a tener en cuenta al utilizar la tecnología de fresado CNC para el mecanizado de acero endurecido
- ¿Sabe cómo funciona una fresadora?
- Como hacer un prototipo
- Cómo prepararse para la Industria 4.0
- Cómo diseñar un programa de mantenimiento preventivo para su equipo
- Cómo hacer que funcione un programa integral de seguridad
- Macro G65 para hélice interna