


¿Qué es el mecanizado por electroerosión? Electroerosión por hilo 101
Con las necesidades de producción, han aparecido muchas piezas y estructuras especiales en varios ámbitos de la vida. En consecuencia, para adaptarse a las características de muchas variedades de piezas y lotes pequeños, la importancia de EDM se ha vuelto cada vez más obvia. La tecnología EDM ocupa una posición importante en el campo de la fabricación. Durante mucho tiempo, EDM (EDM) ha sido una solución de alta precisión y alta demanda, y es un medio eficaz para lograr un mecanizado preciso de materiales difíciles y piezas complejas.
Por lo tanto, a través de este artículo, conozcamos en detalle qué es EDM, cuál es su flujo de procesamiento y ventajas específicas.
¿Qué es el mecanizado por electroerosión?
 El mecanizado por descarga eléctrica (EDM) es un proceso de fabricación, conocido por muchos otros nombres, incluido el mecanizado por chispa, el mecanizado por arco , también llamado electroerosión por hilo, corte por hilo, corte por electroerosión, quemado por hilo, erosión por hilo.
El mecanizado por descarga eléctrica (EDM) es un proceso de fabricación, conocido por muchos otros nombres, incluido el mecanizado por chispa, el mecanizado por arco , también llamado electroerosión por hilo, corte por hilo, corte por electroerosión, quemado por hilo, erosión por hilo.
EDM es un método no convencional que no requiere fuerza mecánica durante el proceso de eliminación, utiliza un solo cable delgado y utiliza el calor generado por chispas eléctricas junto con agua desionizada para cortar el metal, el cable de corte no toca el material y evita óxido .
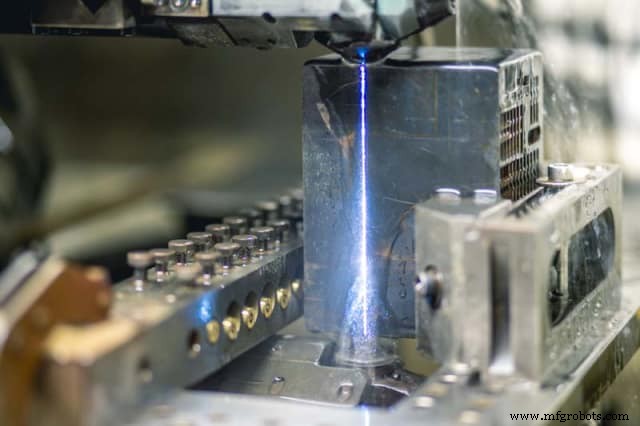
La corriente se separa entre el electrodo y la pieza de trabajo mediante un fluido dieléctrico, y la corriente pasa a través del electrodo y la pieza de trabajo. A menos que se aplique suficiente voltaje para convertirlo en un conductor eléctrico, el fluido dieléctrico actuará como aislante eléctrico. La descarga de chispa producida corroe la pieza de trabajo para darle la forma final deseada. Durante este proceso, se utiliza corriente para cortar el material conductor y dejar una superficie lisa sin necesidad de otros procesos de acabado o pulido. Por lo general, el rango de diámetro del electrodo es de 0,004″ a 0,012″ (0,10 mm a 0,30 mm) y el diámetro puede ser mayor o menor.
En la fabricación de herramientas y piezas de precisión, la electroerosión es muy popular debido a su aplicabilidad, especialmente para materiales duros como el titanio o formas particularmente complejas que son difíciles de obtener mediante fresado。
¿Cómo funciona la electroerosión?
 El corte de alambre se realiza generando descargas eléctricas en el alambre o entre el electrodo y la pieza de trabajo. El corte por EDM siempre recorre toda la pieza de trabajo. Para iniciar el mecanizado con alambre, primero debe perforar un orificio en la pieza de trabajo o comenzar desde el borde. En el área de mecanizado, cada descarga producirá un hoyo en la pieza y afectará a la herramienta. Los alambres se pueden inclinar, por lo que se pueden hacer partes con perfiles cónicos o diferentes en la parte superior e inferior. A medida que la chispa salta a través del espacio, el material se retira de la pieza de trabajo y del electrodo.
El corte de alambre se realiza generando descargas eléctricas en el alambre o entre el electrodo y la pieza de trabajo. El corte por EDM siempre recorre toda la pieza de trabajo. Para iniciar el mecanizado con alambre, primero debe perforar un orificio en la pieza de trabajo o comenzar desde el borde. En el área de mecanizado, cada descarga producirá un hoyo en la pieza y afectará a la herramienta. Los alambres se pueden inclinar, por lo que se pueden hacer partes con perfiles cónicos o diferentes en la parte superior e inferior. A medida que la chispa salta a través del espacio, el material se retira de la pieza de trabajo y del electrodo.
Para evitar un cortocircuito en el proceso de chispa, también se utiliza un fluido no conductor o dieléctrico en el proceso. El dieléctrico elimina los desechos y el proceso continúa. No hay absolutamente ningún contacto mecánico entre el electrodo y la pieza de trabajo. Los hilos suelen ser de latón o cobre laminado y tienen un diámetro de entre 0,1 y 0,3 mm.
Tipos de mecanizado EDM
Si bien existen muchas formas especializadas de mecanizado por descarga eléctrica, las máquinas industriales de electroerosión se agrupan comúnmente en tres categorías:electroerosión por penetración, electroerosión por hilo, electroerosión por perforación.
Erosión por penetración
La electroerosión por penetración, también conocida como electroerosión por penetración, electroerosión por penetración, electroerosión por inmersión, utiliza electrodos mecanizados con diferentes formas, tamaños y materiales para eliminar el material de la pieza de trabajo. El electrodo suele estar hecho de grafito, pero también se pueden usar cobre, tungsteno o latón y combinaciones de estos materiales, y las características geométricas del electrodo se pueden personalizar para lograr las especificaciones requeridas.
En el proceso de electroerosión por penetración, tanto la pieza de trabajo como el electrodo se sumergen en un fluido aislante de aceite o aceite sintético, y la máquina utiliza tecnología CNC para dirigir automáticamente el electrodo a la pieza de trabajo. Al igual que con la electroerosión por hilo, cuando el electrodo se acerca a la pieza de trabajo, la fuerza de la carga rompe la barrera del fluido dieléctrico y genera una chispa, que erosiona una pequeña cantidad de material al fundir y vaporizar partículas diminutas.
Este proceso se repite cientos de miles de veces por segundo, y mientras retira material, la máquina seguirá controlando el movimiento del electrodo hasta que alcance el tamaño deseado. Hoy en día, la electroerosión por troquel se utiliza para crear formas de cavidades complejas en aplicaciones de herramientas y troqueles.
Electroerosión por hilo
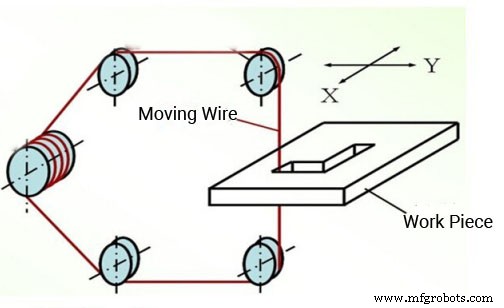 Es una tecnología de procesamiento no tradicional, que utiliza electricidad para tomar alambre de cobre o latón cargado fino como electrodo para cortar cualquier material conductor con precisión y precisión. El principio de funcionamiento básico es utilizar un alambre de metal delgado en movimiento continuo (llamado alambre de electrodo) como electrodo para realizar una descarga de chispa de pulso en la pieza de trabajo para quitar el metal y cortar la forma.
Es una tecnología de procesamiento no tradicional, que utiliza electricidad para tomar alambre de cobre o latón cargado fino como electrodo para cortar cualquier material conductor con precisión y precisión. El principio de funcionamiento básico es utilizar un alambre de metal delgado en movimiento continuo (llamado alambre de electrodo) como electrodo para realizar una descarga de chispa de pulso en la pieza de trabajo para quitar el metal y cortar la forma.
En muchos casos, toda la pieza se sumerge en el fluido dieléctrico y, durante el proceso de corte, las boquillas superior e inferior de alta presión eliminan los residuos finos en el área alrededor del cable. El fluido también actúa como una barrera no conductora, evitando así la formación de canales conductores en el área de procesamiento. Cuando el cable está cerca de la pieza, la intensidad del campo eléctrico supera el obstáculo y se produce una ruptura dieléctrica, lo que hace que fluya corriente entre el cable y la pieza de trabajo, lo que genera una chispa eléctrica.
 Según las diferentes velocidades de funcionamiento del hilo electrodo, las máquinas herramienta de electroerosión por hilo se dividen generalmente en dos categorías:una es la máquina de electroerosión por hilo de alta velocidad (WEDM-HS), el hilo del electrodo para movimiento alternativo de alta velocidad, la velocidad general del hilo es de 8 ~10 m/s, el hilo del electrodo se puede utilizar repetidamente y la velocidad de procesamiento es alta , pero la marcha rápida del cable es fácil de hacer que el cable del electrodo se agite y se detenga en la dirección inversa. El otro tipo es la máquina de electroerosión por hilo de baja velocidad (WEDM-LS), que El hilo del electrodo se mueve a baja velocidad en una dirección, y la velocidad general de paso del hilo es inferior a 0,2 m/s. El cable del electrodo ya no se usa después de la descarga. El trabajo es estable, uniforme, con poca fluctuación y la calidad de procesamiento es buena, pero la velocidad de procesamiento es baja.
Según las diferentes velocidades de funcionamiento del hilo electrodo, las máquinas herramienta de electroerosión por hilo se dividen generalmente en dos categorías:una es la máquina de electroerosión por hilo de alta velocidad (WEDM-HS), el hilo del electrodo para movimiento alternativo de alta velocidad, la velocidad general del hilo es de 8 ~10 m/s, el hilo del electrodo se puede utilizar repetidamente y la velocidad de procesamiento es alta , pero la marcha rápida del cable es fácil de hacer que el cable del electrodo se agite y se detenga en la dirección inversa. El otro tipo es la máquina de electroerosión por hilo de baja velocidad (WEDM-LS), que El hilo del electrodo se mueve a baja velocidad en una dirección, y la velocidad general de paso del hilo es inferior a 0,2 m/s. El cable del electrodo ya no se usa después de la descarga. El trabajo es estable, uniforme, con poca fluctuación y la calidad de procesamiento es buena, pero la velocidad de procesamiento es baja.
El proceso de electroerosión por hilo tiene una limitación importante:el hilo debe atravesar completamente la pieza de trabajo. Wire EDM solo puede mecanizar a través de características. Si las características de la pieza no le permiten cortar un borde, podemos perforar rápidamente un agujero en cualquier material conductor usando otro tipo de EDM, perforación de agujeros pequeños
Perforación EDM
La EDM de perforación de orificios pequeños utiliza electrodos circulares huecos para perforar orificios en la pieza de trabajo. Al igual que la electroerosión por hilo, la electroerosión por perforación utiliza la corrosión por chispa para eliminar el material. Sin embargo, en la perforación EDM, el tamaño del agujero está controlado por el diámetro del electrodo. Incluso en materiales endurecidos o heterogéneos, se pueden crear orificios exactos y precisos, lo que se ha convertido en un desarrollo clave de varias tecnologías avanzadas.
Durante el proceso de EDM, el fluido dieléctrico se bombea a través y alrededor del electrodo para enfriar y eliminar las partículas erosionadas. La EDM de perforación CNC puede perforar rápida y fácilmente múltiples orificios sin supervisión y sin posicionamiento manual. El electroerosionador de orificios pequeños es ideal para piezas que requieren orificios de arranque, orificios de ventilación, orificios de refrigeración, orificios de dedal u otros orificios ciegos, y es muy útil para quitar grifos y brocas rotas.
EDM VS Electroerosión por hilo
 Mismos puntos:
Mismos puntos:
1. Ambos tipos de mecanizado son un tipo de mecanizado por descarga eléctrica, que se basa en la fuente de alimentación de impulsos, y la pieza de trabajo debe ser un conductor.
2. Los mismos principios de procesamiento, y el metal generado por el calor generado por la descarga eléctrica se funde para eliminar el metal, por lo que la dificultad del procesamiento del material de los dos no tiene nada que ver con la dureza del material del pueblo, y no No hay una fuerza de corte mecánica significativa en el procesamiento.
Diferentes Puntos
1. El principal objeto de procesamiento de la máquina herramienta de formación de EDM es imprimir patrones delicados o superficies curvas en la superficie. La máquina herramienta de corte por hilo EDM procesa principalmente piezas de trabajo planas. El movimiento de la electroerosión por hilo consiste en mover la pieza de trabajo, y la electroerosión por hilo se procesa moviendo el electrodo.
2. La electroerosión por hilo puede procesar orificios pasantes y ciegos, adecuados para procesar la cavidad de moldes de plástico de formas complejas y otras piezas, así como para grabar texto, patrones, etc. La electroerosión por hilo solo puede procesar orificios pasantes, que pueden procesar fácilmente Agujeros pequeños Agujeros, rendijas estrechas con formas complejas y varias partes complejas.
Ventajas de la electroerosión
- Es adecuado para materiales difíciles de cortar. Se puede utilizar para procesar materiales duros y tenaces como el oro policristalino y el nitruro de boro cúbico con herramientas blandas, sin estar restringido por el procesamiento tradicional.
- Debido a que el electrodo y la pieza de trabajo no están en contacto durante el proceso de fabricación, es posible procesar y producir agujeros pequeños, agujeros profundos y piezas con ranuras estrechas.

- Puede procesar piezas con materiales conductores especiales y formas complejas.
- La superficie producida por electroerosión tiene un buen acabado y alta precisión.
- El mecanizado por descarga eléctrica de materiales endurecidos puede evitar cualquier posible deformación del mecanizado por tratamiento térmico.
- Puede alcanzar formas y profundidades que no se pueden lograr con herramientas de corte. Especialmente en el mecanizado profundo, la relación longitud/diámetro de la herramienta es muy alta.
- El proceso EDM es muy predecible, preciso y repetible
- Todo el procesamiento de EDM está desatendido, por lo que la tasa de mano de obra directa y los costos de fabricación de EDM suelen ser más bajos en comparación con otros métodos
Aplicación de EDM
EDM se inventó en la década de 1940 y es un proceso no tradicional muy temprano. Combinado con el control numérico por computadora (CNC), se ha convertido en un método de mecanizado preciso y confiable, y ahora se ha convertido en el estándar en los métodos de corte más convencionales. Suele ser una opción ideal para la producción de artículos pequeños y muy detallados que normalmente serían demasiado delicados para otras opciones de mecanizado. Es especialmente popular para necesidades personalizadas o producción de lotes pequeños (como prototipos). EDM puede realizar varios procesos, incluidos torneado, fresado, rectificado y perforación de orificios pequeños. Además de la fabricación de moldes, la electroerosión por electroerosión también se usa comúnmente en la industria automotriz, médica, aeroespacial, etc.
Proceso de manufactura
- ¿Qué es el mecanizado VMC?
- ¿Qué es el mecanizado ultrasónico?
- ¿Qué es el mecanizado por descarga eléctrica (EDM)?
- Corte por electroerosión por hilo:¿de qué se trata?
- Introducción al corte de alambre
- ¿Qué es el mecanizado vertical?
- ¿Qué es un corte de alambre CNC?
- ¿Qué es el mecanizado CNC de 5 ejes?
- ¿Qué hace el corte por hilo CNC EDM?
- ¿Qué es la fabricación por electroerosión?
- Mi electroerosión CNC favorita para mecanizado