


moldeo por inyección
COMPARTE ESTE ARTÍCULO
En esta guía encontrará todo lo que necesita saber sobre el moldeo por inyección. Domine los principios básicos de la tecnología y aprenda rápidamente consejos de diseño prácticos que le ahorrarán tiempo y reducirán costos.
Parte 1
Conceptos básicos del moldeo por inyección
¿Qué es un moldeo por inyección? ¿Cómo funciona y para qué se utiliza? En esta sección, respondemos a estas preguntas y le mostramos ejemplos comunes de piezas moldeadas por inyección para ayudarlo a familiarizarse con la mecánica básica y las aplicaciones de la tecnología.
¿Qué es el moldeo por inyección?
El moldeo por inyección es una tecnología de fabricación para la producción en masa de piezas plásticas idénticas con buenas tolerancias. En el moldeo por inyección, los gránulos de polímero se funden y luego se inyectan bajo presión en un molde, donde el plástico líquido se enfría y solidifica. Los materiales utilizados en el moldeo por inyección son polímeros termoplásticos que pueden colorearse o rellenarse con otros aditivos.
Casi todas las piezas de plástico que le rodean se fabricaron mediante moldeo por inyección:desde piezas de automóviles hasta carcasas electrónicas y electrodomésticos de cocina.
El moldeo por inyección se utiliza ampliamente porque ofrece un costo muy bajo por pieza en grandes volúmenes de producción, junto con una excelente repetibilidad y una gran flexibilidad de diseño. Las principales limitaciones del moldeo por inyección suelen ser económicas, ya que el proceso requiere una importante inversión inicial en herramientas. Tradicionalmente, el tiempo de respuesta desde el diseño hasta la producción podía tardar varias semanas, aunque los flujos de trabajo de fabricación digital modernos ahora pueden producir piezas moldeadas en tan solo una semana en algunos casos.
Cómo funciona el moldeo por inyección personalizado
Una máquina de moldeo por inyección consta de tres partes principales:la unidad de inyección, el molde (el corazón de todo el proceso) y la unidad de sujeción/expulsión.
En esta sección, examinamos el propósito de cada uno de estos sistemas y cómo su mecánica de operación básica afecta el resultado final del proceso de moldeo por inyección.
Ventajas y desventajas del moldeo por inyección
El moldeo por inyección es una tecnología de fabricación establecida con una larga historia, pero se perfecciona y mejora constantemente con nuevos avances tecnológicos.
A continuación se muestra un resumen de las principales ventajas y desventajas del moldeo por inyección para ayudarle a comprender si es la solución adecuada para su aplicación.
Beneficios del moldeo por inyección
Fabricación de plásticos en gran volumen
El moldeo por inyección es la tecnología más competitiva en términos de costos para fabricar grandes volúmenes de piezas de plástico idénticas. Una vez creado el molde y configurada la máquina, se pueden fabricar piezas adicionales muy rápidamente y a un coste muy bajo.
El volumen mínimo de producción recomendado para moldeo por inyección es de 500 unidades. En este punto se tienen en cuenta las economías de escala y los costos iniciales relativamente altos de las herramientas tienen un efecto menos prominente en el precio unitario.
Amplia gama de materiales
Casi todos los materiales termoplásticos (y algunos termoestables y siliconas) se pueden moldear por inyección. Esto permite diseñar una gama muy amplia de materiales disponibles con diversas propiedades físicas.
Las piezas producidas con moldeo por inyección tienen muy buenas propiedades físicas. Las propiedades se pueden adaptar utilizando aditivos como fibras de vidrio o mezclando gránulos, como PC/ABS, para lograr resistencia, rigidez o resistencia al impacto específicas.
Muy alta productividad
El ciclo típico de moldeo por inyección dura de 15 a 60 segundos. Esto depende del tamaño de la pieza y de la complejidad del molde. En comparación, el mecanizado CNC o la impresión 3D pueden requerir minutos u horas para producir la misma geometría. Además, un solo molde puede acomodar múltiples piezas, aumentando aún más las capacidades de producción de este proceso de fabricación. Esto significa que cada hora se pueden producir cientos (o incluso miles) de piezas idénticas.
Gran repetibilidad y tolerancias
El proceso de moldeo por inyección es altamente repetible y las piezas producidas son esencialmente idénticas. Por supuesto, el molde sufre algo de desgaste con el tiempo, pero un molde de aluminio de funcionamiento piloto típico durará entre 5.000 y 10.000 ciclos, mientras que los moldes de producción a gran escala de acero para herramientas pueden soportar más de 100.000 ciclos.
Este nivel de precisión es suficiente para la mayoría de las aplicaciones y comparable tanto al mecanizado CNC como a la impresión 3D. Son posibles tolerancias más estrictas, pero dependen de la contracción del material. Por ejemplo, el polipropileno (PP) se encoge más que el policarbonato (PC), lo que dificulta mantener dimensiones ajustadas.
Excelente apariencia visual
Una fortaleza clave del moldeo por inyección es que puede producir productos terminados que necesitan poco o ningún acabado adicional. Las superficies del molde se pueden pulir en un grado muy alto para crear piezas similares a espejos, o se pueden chorrear con perlas para crear superficies texturizadas. Los estándares SPI dictan el nivel de acabado que se puede lograr.
Obtenga las recomendaciones de compatibilidad de materiales/acabados →
Limitaciones del moldeo por inyección
Costos iniciales de herramientas
Una de las principales consideraciones económicas en el moldeo por inyección es el costo inicial de las herramientas, ya que se debe fabricar un molde personalizado para cada geometría de pieza. Estos costos de herramientas están asociados principalmente con el diseño y la producción de moldes y generalmente oscilan entre $ 250 y $ 1000 para moldes más simples, aunque las herramientas más complejas pueden costar significativamente más. Debido a que el costo del molde se distribuye entre el número total de piezas producidas, el moldeo por inyección se vuelve cada vez más rentable en volúmenes de producción medianos a altos.
Los cambios de diseño son costosos
Una vez fabricado un molde, modificarlo es muy costoso. Los cambios de diseño suelen requerir la creación de un nuevo molde desde cero. Por este motivo, diseñar correctamente una pieza para moldeo por inyección es muy importante.
En la Parte 2, enumeramos las consideraciones de diseño más importantes a tener en cuenta al diseñar para moldeo por inyección. En la Parte 5, también veremos cómo puede mitigar el riesgo creando prototipos físicos de sus piezas.
Plazos de entrega más largos en comparación con otras tecnologías
El tiempo de respuesta típico para el moldeo por inyección varía entre 6 y 10 semanas. Se necesitan de 4 a 6 semanas para fabricar el molde, más de 2 a 4 semanas más para la producción y el envío.
Si se requieren cambios de diseño (algo común), el tiempo de respuesta aumenta en consecuencia.
Por otro lado, las piezas fabricadas con una impresora 3D de escritorio pueden estar listas para su entrega durante la noche, mientras que los sistemas de impresión 3D industriales tienen un plazo de entrega típico de tres a cinco días. Las piezas mecanizadas por CNC normalmente se entregan en un plazo de 10 días o tan solo cinco días.
Diseño para moldeo por inyección
Hay varios factores que pueden afectar la calidad del producto final y la repetibilidad del proceso. Para obtener todos los beneficios del proceso, el diseñador debe seguir ciertas pautas de diseño.
En esta sección, describimos los defectos comunes del moldeo por inyección y las pautas básicas y avanzadas a seguir al diseñar piezas, así como recomendaciones sobre cómo mantener los costos al mínimo.
Defectos comunes del moldeo por inyección
La mayoría de los defectos en el moldeo por inyección están relacionados con el flujo del material fundido o con la velocidad de enfriamiento no uniforme durante la solidificación.
A continuación se muestra una lista de defectos a tener en cuenta al diseñar una pieza para moldeo por inyección. En la siguiente sección, le mostraremos cómo puede evitar cada uno de estos siguiendo buenas prácticas de diseño.
Cómo lidiar con los recortes
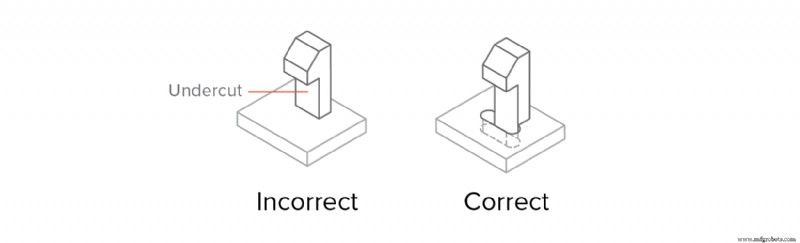
El molde más simple (el molde de extracción recta) consta de dos mitades. Sin embargo, es posible que las características con socavaduras (como los dientes de una rosca o el gancho de una unión a presión) no se puedan fabricar con un molde de tracción recta. Esto se debe a que el molde no se puede mecanizar mediante CNC o a que el material impide expulsar la pieza.
Los socavados en el moldeo por inyección son características de piezas que no se pueden fabricar con un molde simple de dos partes, porque el material interfiere mientras se abre el molde o durante la expulsión.
Características de diseño comunes
Aprenda a diseñar las características más comunes que se ven en piezas moldeadas por inyección con estas pautas prácticas. Úselos para mejorar la funcionalidad de sus diseños, sin dejar de cumplir con las reglas básicas de diseño.
Parte 2
Hay varios factores que pueden afectar la calidad del producto final y la repetibilidad del proceso. Para obtener todos los beneficios del proceso, el diseñador debe seguir ciertas pautas de diseño.
En esta sección, describimos los defectos comunes del moldeo por inyección y las directrices básicas y avanzadas. a seguir al diseñar piezas, incluidas recomendaciones para mantener los costos al mínimo.
Defectos comunes del moldeo por inyección
La mayoría de los defectos en el moldeo por inyección están relacionados con el flujo del material fundido o con su velocidad de enfriamiento no uniforme durante la solidificación.
A continuación se incluye una lista de defectos a tener en cuenta al diseñar una pieza para moldeo por inyección. En la siguiente sección, veremos cómo puedes evitar cada uno de ellos siguiendo buenas prácticas de diseño.
Deformación
Cuando ciertas secciones se enfrían (y como resultado se contraen) más rápido que otras, entonces la pieza puede doblarse permanentemente debido a tensiones internas.
Las piezas con un espesor de pared no constante son las más propensas a deformarse.
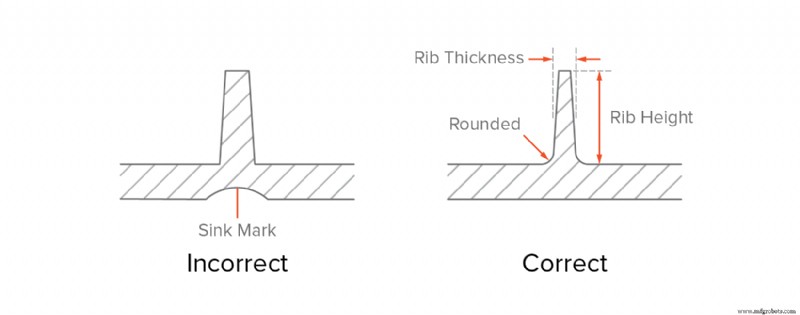
Marcas de hundimiento
Cuando el interior de una pieza se solidifica antes que su superficie, puede aparecer un pequeño hueco en una superficie plana, llamado marca de hundimiento.
Las piezas con paredes gruesas o nervaduras mal diseñadas son las más propensas a hundirse.
Marcas de arrastre
A medida que el plástico se encoge, aplica presión sobre el molde. Durante la expulsión, las paredes de la pieza se deslizarán y rasparán contra el molde, lo que puede provocar marcas de arrastre.
Las piezas con paredes verticales (y sin ángulo de desmoldeo) son más propensas a tener marcas de arrastre.
Líneas de tejido
Cuando dos flujos se encuentran, pueden aparecer pequeñas decoloraciones parecidas a pelos. Estas líneas de tejido afectan la estética de las piezas, pero también generalmente disminuyen la resistencia de la pieza.
Las piezas con cambios bruscos de geometría o agujeros son más propensas a formar líneas de unión.
Planos cortos
El aire atrapado en el molde puede inhibir el flujo del material durante la inyección, lo que da como resultado una pieza incompleta. Un buen diseño puede mejorar la fluidez del plástico fundido.
Las piezas con paredes muy finas o nervaduras mal diseñadas son más propensas a sufrir disparos cortos.
Cómo lidiar con las socavaciones
El molde más simple (el molde de extracción recta) consta de 2 mitades. Sin embargo, es posible que las características con socavaduras (como los dientes de una rosca o el gancho de una unión a presión) no se puedan fabricar con un molde de tracción recta. Esto se debe a que el molde no se puede mecanizar mediante CNC o a que el material impide expulsar la pieza.
Los cortes entallados en el moldeo por inyección son características de las piezas que no se pueden fabricar con un molde simple de dos partes, porque el material interfiere mientras se abre el molde o durante la expulsión.
Los dientes de una rosca o el gancho de una unión a presión son ejemplos de socavados.
Aquí algunas ideas que le ayudarán a lidiar con los recortes:
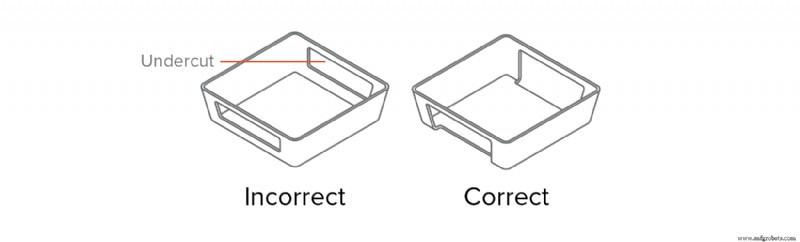
Evite socavaduras mediante cierres
Evitar por completo los recortes podría ser la mejor opción . Los recortes siempre añaden costos, complejidad y requisitos de mantenimiento al molde. Un rediseño inteligente a menudo puede eliminar las socavaciones.
Los cierres son un truco útil para solucionar los cortes en las regiones internas de la pieza (para ajustes a presión) o en los lados de la pieza (para agujeros o manijas).
A continuación se muestran algunos ejemplos de cómo se pueden rediseñar las piezas moldeadas por inyección para evitar socavaduras:esencialmente, se elimina el material en el área debajo de la socavación, eliminando el problema por completo.
Mover la línea de separación
La forma más sencilla de solucionar un corte es mover la línea de separación del molde para que se cruce con él.
Esta solución es adecuada para muchos diseños con socavaduras en una superficie externa. No olvides ajustar los ángulos de tiro en consecuencia.
Utilice un corte decapado (remates)
Los cortes de desmontaje (también conocidos como relieves) se pueden utilizar cuando la característica es lo suficientemente flexible como para deformarse sobre el molde durante la expulsión. . Los cortes de decapado se utilizan para fabricar las roscas de las tapas de botellas.
Los recortes solo se pueden utilizar bajo las siguientes condiciones:
- La socavación de extracción debe ubicarse lejos de las características de refuerzo , como esquinas y nervaduras.
- El corte debe tener un ángulo de avance de 30o a 45o grados.
- La pieza moldeada por inyección debe tener espacio y debe ser flexible lo suficiente como para expandirse y deformarse.
Se recomienda evitar pelar socavaduras en piezas fabricadas con plásticos reforzados con fibra. Normalmente, los plásticos flexibles como PP, HDPE o Nylon (PA) pueden tolerar socavaduras de hasta el 5% de su diámetro.
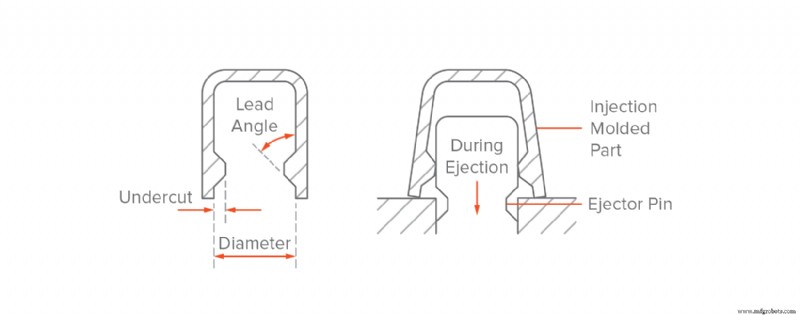 *Pieza de ejemplo con cortes de extracción. La pieza se deforma al salir del molde.*
*Pieza de ejemplo con cortes de extracción. La pieza se deforma al salir del molde.* Acciones laterales y núcleos deslizantes
Las acciones laterales deslizantes y los núcleos se utilizan cuando no es posible rediseñar la pieza moldeada por inyección para evitar socavaduras.
Los núcleos de acción lateral son insertos que se deslizan hacia adentro cuando el molde se cierra y se deslizan hacia afuera antes de abrirse. Tenga en cuenta que estos mecanismos añaden costo y complejidad al molde.
Siga estas pautas al diseñar acciones secundarias:
- Es necesario que haya espacio para que el núcleo entre y salga . Esto significa que la característica debe estar en el otro lado de la pieza.
- Las acciones laterales deben moverse perpendicularmente . Moverse en un ángulo distinto de 90° es más complicado, lo que aumenta los costes y los plazos de entrega.
- No olvides añadir ángulos de salida a su diseño como de costumbre, teniendo en cuenta el movimiento del núcleo de acción lateral.
Características de diseño comunes
Aprenda a diseñar las características más comunes que se encuentran en piezas moldeadas por inyección con estas pautas prácticas. Úselos para mejorar la funcionalidad de sus diseños, sin dejar de cumplir con las reglas básicas de diseño.
Sujetadores roscados (resaltes e inserciones)
Hay 3 formas de agregar sujetadores a una pieza moldeada por inyección:diseñando una rosca directamente en la pieza, agregando un saliente donde se puede fijar el tornillo o incluyendo un inserto roscado.
Modelado de un hilo directamente sobre la pieza Es posible, pero no recomendado, ya que los dientes de la rosca son esencialmente socavados, lo que aumenta drásticamente la complejidad y el costo del molde (hablaremos más sobre los socavados en una sección posterior). Un ejemplo de pieza moldeada por inyección con rosca son las tapas de botellas.
Jefes
Los jefes son muy comunes en piezas moldeadas por inyección y se utilizan como puntos de fijación o montaje. . Consisten en salientes cilíndricos con orificios diseñados para recibir tornillos, insertos roscados u otro tipo de herrajes de fijación y montaje. Una buena forma de pensar en un jefe es como una costilla que se cierra sobre sí misma en un círculo.
Las protuberancias se utilizan como puntos de fijación o fijación (junto con tornillos autorroscantes o inserciones roscadas).
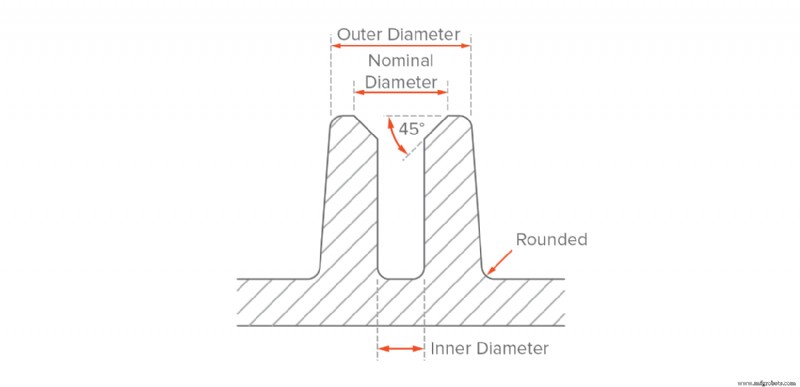 *Diseño recomendado de un jefe*
*Diseño recomendado de un jefe* Cuando se utilizan resaltes como __puntos de sujeción__, el diámetro exterior del resalte debe ser 2 veces el diámetro nominal del tornillo o inserto y su diámetro interior igual al diámetro del núcleo del tornillo. El orificio de la protuberancia debe extenderse hasta el nivel de la pared base, incluso si no se necesita toda la profundidad para el ensamblaje, para mantener un __espesor de pared uniforme__ en toda la característica. Agregue un chaflán para facilitar la inserción del tornillo o inserto.
__Para obtener mejores resultados:__
Evite diseñar salientes que se fusionen con las paredes principales
Apoye los salientes con nervaduras o conéctelos a una pared principal
Para jefes con insertos, utilice un diámetro exterior igual a 2 veces el tamaño nominal del inserto
Hilos
Inserciones roscadas de metal Se puede agregar a piezas de plástico moldeadas por inyección para proporcionar un orificio roscado duradero para sujetadores como tornillos de máquina. La ventaja de utilizar insertos es que permiten muchos ciclos de montaje y desmontaje .
Los insertos se instalan en piezas moldeadas por inyección mediante inserción térmica, ultrasónica o en el molde. Para diseñar una protuberancia que recibirá un inserto roscado, utilice pautas similares a las anteriores, utilizando el diámetro del inserto como dimensión guía.
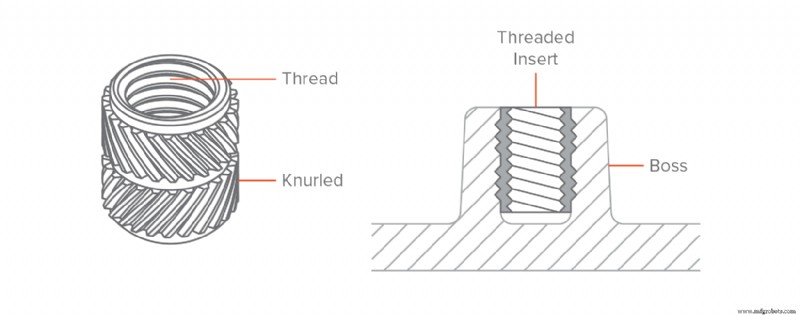 *Un inserto roscado colocado en un saliente*
*Un inserto roscado colocado en un saliente* __Para obtener mejores resultados:__
Evite agregar hilos directamente en su pieza moldeada por inyección
Resaltes de diseño con un diámetro exterior igual a 2 veces el diámetro nominal del tornillo o inserto
Añade un relieve de 0,8 mm en los bordes del hilo
Utilice una rosca con un paso superior a 0,8 mm (32 hilos por pulgada)
Utilice un hilo trapezoidal o de contrafuerte
La mejor manera de solucionar los recortes creados:
Utilice una rosca con un paso superior a 0,8 mm (32 hilos por pulgada)
Para roscas externas, colóquelas a lo largo de la línea de separación
Costillas
Cuando incluso el espesor de pared máximo recomendado no es suficiente para cumplir con los requisitos funcionales de una pieza, se pueden utilizar nervaduras para mejorar su rigidez.
Al diseñar nervaduras:
● Utilice un espesor igual a 0,5 × espesor de la pared principal
● Definir una altura menor que 3 × espesor de nervadura
● Utilice un filete base con un radio mayor que ¼ × espesor de nervadura
● Agregue un ángulo de inclinación de al menos 0,25° - 0,5°
● Agregue un mínimo. distancia entre nervaduras y paredes de 4 × espesor de nervadura
Juntas a presión
Las uniones a presión son una forma muy sencilla, económica y rápida de unir dos piezas sin tornillos ni herramientas . Existe una amplia gama de posibilidades de diseño para uniones a presión.
Como regla general, la deflexión de una junta de encaje depende principalmente de su longitud y de la fuerza admisible que se le puede aplicar en su ancho (ya que su espesor está más o menos definido por el espesor de pared de la pieza). Además, las uniones a presión son otro ejemplo de socavados.
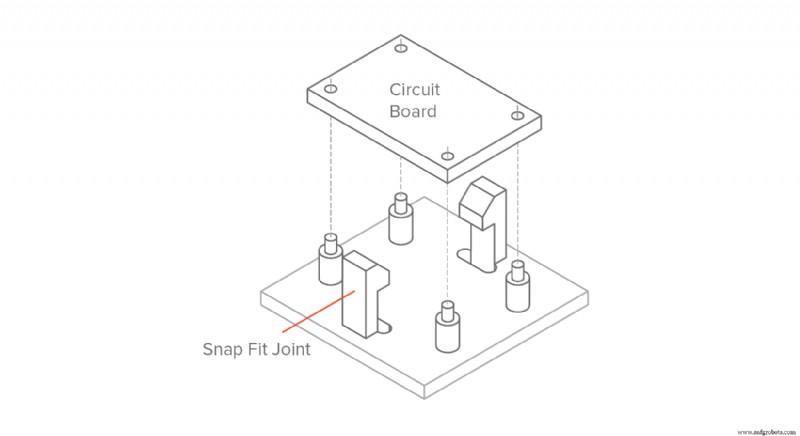 *Ejemplo de montaje con uniones a presión*
*Ejemplo de montaje con uniones a presión* En el ejemplo anterior, se muestra el diseño de junta de ajuste a presión más común (conocido como __junta de ajuste a presión en voladizo__). Al igual que con las nervaduras, agregue un ángulo de salida a las juntas de encaje a presión y use un espesor mínimo de 0,5 veces el espesor de la pared.
Las directrices específicas sobre el diseño de uniones a presión son un tema amplio que va más allá del alcance de este artículo. Para obtener información más detallada, consulte este artículo del MIT.
Para obtener mejores resultados:
Agregue un ángulo de salida a las paredes verticales de sus juntas a presión
Diseño de encajes a presión con un espesor superior a 0,5 veces el espesor de la pared
Ajuste su ancho y largo para controlar su desviación y fuerza permitida
Bisagras vivas
Las bisagras vivas son secciones delgadas de plástico que conectan 2 segmentos de una pieza y permitir que se flexione y doble . Normalmente, estas bisagras se incorporan en contenedores producidos en masa, como botellas de plástico. Una bisagra viva bien diseñada puede durar hasta un millón de ciclos sin fallar.
El material utilizado para moldear por inyección una bisagra viva debe ser flexible. El polipropileno (PP) y el polietileno (PE) son buenas opciones para aplicaciones de consumo y el nailon (PA) para usos de ingeniería.
A continuación se muestra una bisagra bien diseñada. El espesor mínimo recomendado El tamaño de la bisagra oscila entre 0,20 y 0,35 mm, y los espesores más altos dan como resultado piezas más duraderas, pero más rígidas.
{{img}}
*Ejemplo de bisagra viva (izquierda) y dimensiones de diseño recomendadas para PP o PE (derecha)*
Antes de pasar a la producción a gran escala, prototipo sus bisagras vivas utilizando mecanizado CNC o impresión 3D para determinar la geometría y rigidez que mejor se adapta a su aplicación. Añade generosos filetes y diseño hombros con un espesor de pared uniforme como cuerpo principal de la pieza para mejorar el flujo de material en el molde y minimizar las tensiones. Dividir bisagras de más de 150 mm en dos (o más) para mejorar la vida.
Para obtener pautas detalladas, consulte esta guía del MIT.
Para obtener mejores resultados :
-
Bisagras de diseño con un espesor entre 0,20 y 0,35 mm
-
Seleccione un material flexible (PP, PE o PA) para piezas con bisagras vivas
-
Utilice arcenes con un espesor igual al espesor de la pared principal
-
Añade filetes lo más grandes posible
Aplastar costillas
Las costillas de aplastamiento son pequeñas características sobresalientes que se deforman para crear fricción. cuando se juntan diferentes componentes, asegurando su posición.
Las nervaduras de aplastamiento pueden ser una alternativa económica para fabricar orificios de alta tolerancia para ajustes ajustados. . Se utilizan habitualmente para alojar rodamientos o ejes y otras aplicaciones de ajuste a presión.
A continuación se muestra un ejemplo de una pieza con nervaduras de aplastamiento. Se recomienda utilizar tres nervaduras de aplastamiento para garantizar una buena alineación. La altura/radio recomendado para cada costilla es de 2 mm . Añade una interferencia mínima de 0,25 mm entre la nervadura de aplastamiento y la pieza montada. Debido a la pequeña superficie de contacto con el molde, las nervaduras de aplastamiento se pueden diseñar sin ángulo de salida.
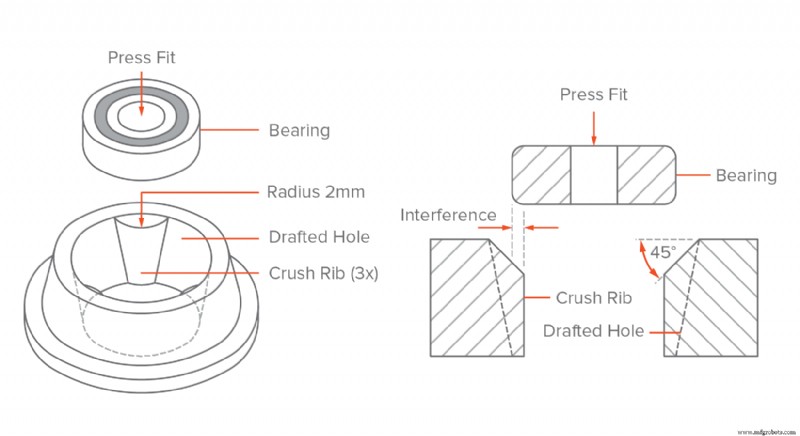 *Ejemplo de una nervadura de aplastamiento (izquierda) y dimensiones de diseño recomendadas (derecha)*
*Ejemplo de una nervadura de aplastamiento (izquierda) y dimensiones de diseño recomendadas (derecha)* __Para obtener mejores resultados:__
Agregue una interferencia mínima de 0,25 mm entre la nervadura de aplastamiento y el componente
No agregue un ángulo de desmoldeo en las paredes verticales de una nervadura de aplastamiento
Letras y símbolos
El texto es una característica muy común que puede resultar útil para logotipos, etiquetas, advertencias, diagramas e instrucciones, ahorrando el gasto de etiquetas adhesivas o pintadas.
Al agregar texto, elija texto en relieve sobre texto grabado, ya que es más fácil de mecanizar con CNC en el molde y, por lo tanto, más económico.
También levantando el texto 0,5 mm encima de la superficie de la pieza garantizará que las letras sean fáciles de leer. Recomendamos seleccionar un estilo de fuente redondeado y en negrita con espesor de línea uniforme, con un tamaño de 20 puntos o más. Algunos ejemplos de fuentes incluyen:Century Gothic Bold, Arial y Verdana.
Utilice texto en relieve (0,5 mm de altura) en lugar de texto grabado
Utilice una fuente con grosor uniforme y un tamaño de fuente mínimo de 20 puntos
Alinee el texto perpendicular a la línea de separación
Utilice una altura (o profundidad) superior a 0,5 mm
Tolerancias
El moldeo por inyección normalmente produce piezas con tolerancias de ± 0,250 mm (0,010").
En determinadas circunstancias son posibles tolerancias más estrictas (hasta ± 0,125 mm, e incluso ± 0,025 mm), pero aumentan drásticamente el coste.
Para tiradas de producción pequeñas (<10 000 unidades), considere utilizar una operación secundaria (como perforación) para mejorar la precisión. Esto garantiza la correcta interferencia de la pieza con otros componentes o insertos (por ejemplo, cuando se utilizan ajustes a presión).
Reglas de diseño para moldeo por inyección
Uno de los mayores beneficios del moldeo por inyección es la facilidad con la que geometrías complejas se puede formar, permitiendo que una sola pieza cumpla múltiples funciones.
Una vez fabricado el molde, estas piezas complejas se pueden reproducir a un coste muy bajo. Pero los cambios en el diseño del molde en etapas posteriores de desarrollo pueden resultar muy costosos, por lo que se pueden lograr los mejores resultados la primera vez. es esencial. Siga las pautas a continuación para evitar los defectos más comunes en el moldeo por inyección.
Utilice un espesor de pared constante
Utilice un espesor de pared uniforme en toda la pieza (si es posible) y evitar secciones gruesas . Esto es esencial ya que las paredes no uniformes pueden provocar deformaciones o la pieza a medida que el material fundido se enfría.
Si secciones de diferente espesor son necesarios, haga que la transición sea lo más fluida posible utilizando un chaflán o filete. De esta manera, el material fluirá de manera más uniforme dentro de la cavidad, asegurando que todo el molde estará completamente lleno.
Para obtener mejores resultados:
Utilice un espesor de pared uniforme dentro de los valores recomendados
Cuando se requieran espesores diferentes, suavice la transición usando un chaflán o un filete con una longitud que sea 3 veces la diferencia de espesor
Ahuecar secciones gruesas
Las secciones gruesas pueden provocar diversos defectos, como deformaciones y hundimientos. Limitar el espesor máximo de cualquier sección de su diseño a los valores recomendados haciéndolas huecas es esencial.
Para mejorar la resistencia de la sección hueca, use nervaduras para diseñar estructuras de igual resistencia y rigidez pero con espesor de pared reducido. A continuación se muestra una pieza bien diseñada con secciones huecas:
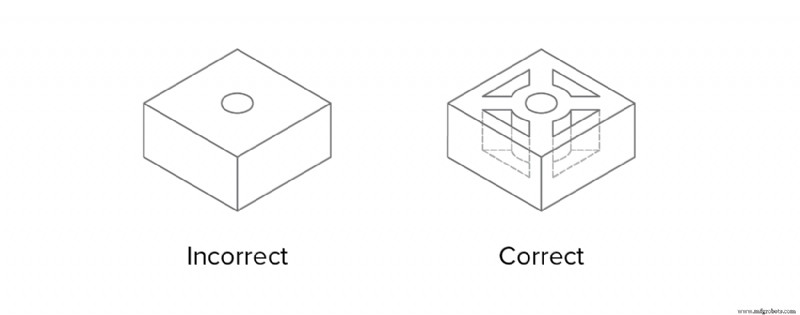 *Ahueque secciones gruesas y agregue nervaduras para mejorar la rigidez*
*Ahueque secciones gruesas y agregue nervaduras para mejorar la rigidez* Las nervaduras también se pueden utilizar para mejorar la rigidez de __secciones horizontales__ sin aumentar su espesor. Sin embargo, recuerde que aún se aplican las limitaciones del grosor de la pared. Exceder el grosor recomendado de las nervaduras (ver más abajo) puede provocar marcas de hundimiento.
 *Las limitaciones de espesor de pared aún se aplican a las nervaduras*
*Las limitaciones de espesor de pared aún se aplican a las nervaduras* Para obtener mejores resultados:
Ahueca secciones gruesas y utiliza nervaduras para mejorar la resistencia y rigidez de la pieza
Diseño de nervaduras con máx. espesor igual a 0,5 veces el espesor de la pared
Diseño de nervaduras con máx. altura igual a 3 veces el espesor de la pared
Añadir transiciones suaves
Recomendado: 3 × diferencia de espesor de pared
A veces no se pueden evitar secciones con diferentes espesores de pared. En estos casos, utilice un chaflán o un filete para que la transición sea lo más suave posible.
Del mismo modo, la base de los elementos verticales (como nervaduras, salientes, encajes a presión) también debe estar siempre redondeada.
Redondear todos los bordes
El espesor uniforme de la pared La limitación también se aplica a los bordes y esquinas:la transición debe ser lo más suave posible para garantizar un buen flujo de material.
Para bordes interiores , utilice un radio de al menos 0,5 x el espesor de la pared . Para cantos exteriores , agregue un radio igual al radio interior más el espesor de la pared . De esta forma te aseguras de que el espesor de las paredes sea constante en todas partes (incluso en las esquinas).
Además, las esquinas afiladas provocan concentraciones de tensión que pueden dar lugar a piezas más débiles.
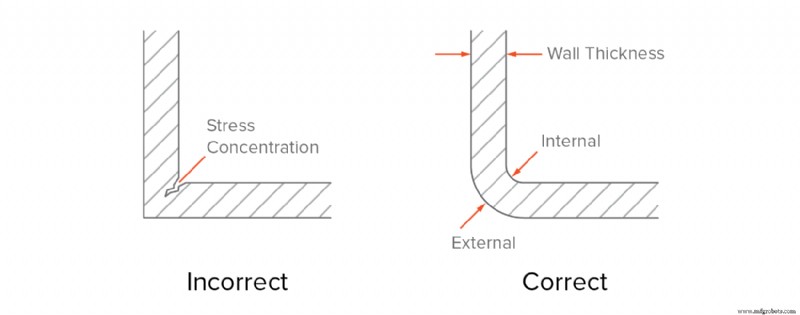 *Agregue radios amplios a todos los bordes para mantener un espesor de pared uniforme y evitar defectos*
*Agregue radios amplios a todos los bordes para mantener un espesor de pared uniforme y evitar defectos* Para obtener mejores resultados:
Agregue un filete igual a 0,5 veces el espesor de la pared en las esquinas internas
Agregue un filete igual a 1,5 veces el espesor de la pared en las esquinas externas
Agregar ángulos de salida
Para facilitar la expulsión de la pieza del molde, se debe agregar un ángulo de salida a todas las paredes verticales. Las paredes sin ángulo de salida tendrán marcas de arrastre en su superficie debido a la alta fricción con el molde durante la expulsión.
Se recomienda un ángulo de inclinación mínimo de 2°. Se deben utilizar ángulos de inclinación más grandes (hasta 5°) en elementos más altos.
Obtenga más información sobre la importancia de los ángulos de salida en este artículo →
Una buena regla general es aumentar el ángulo de inclinación en un grado por cada 25 mm. . Por ejemplo, agregue un ángulo de desmoldeo de 3o grados a una característica de 75 mm de altura. Se debe utilizar un ángulo de desmoldeo mayor si la pieza tiene un acabado superficial texturizado. . Como regla general, agregue entre 1o y 2o grados adicionales a los resultados de los cálculos anteriores.
Recuerde que los ángulos de salida también son necesarios para las nervaduras. Sin embargo, tenga en cuenta que agregar un ángulo reducirá el grosor de la parte superior de la nervadura, así que asegúrese de que su diseño cumpla con el grosor de pared mínimo recomendado.
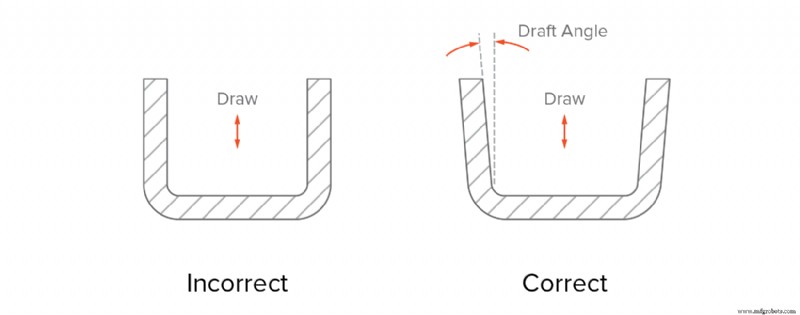 *Agregue un ángulo de desmoldeo (mínimo 2o) a todas las paredes verticales*
*Agregue un ángulo de desmoldeo (mínimo 2o) a todas las paredes verticales* __Para obtener mejores resultados:__
Agregue un ángulo de salida mínimo de 2o grados a todas las paredes verticales
Para elementos de más de 50 mm, aumente el ángulo de desmoldeo en un grado cada 25 mm
Para piezas con acabado superficial texturizado, aumente el ángulo de desmoldeo entre 1 y 2 grados adicionales
Parte 3
Materiales de moldeo por inyección
El moldeo por inyección es compatible con una amplia gama de plásticos. En esta sección, aprenderá más sobre las características clave de los materiales más populares. También analizaremos los acabados superficiales estándar que se pueden aplicar a las piezas moldeadas por inyección.
Materiales utilizados para el moldeo por inyección
Todos los termoplásticos se pueden moldear por inyección. Algunas siliconas termoestables y líquidas también son compatibles con el proceso de moldeo por inyección.
También pueden reforzarse con fibras, partículas de caucho, minerales o agentes retardantes de llama para modificar sus propiedades físicas. Por ejemplo, la fibra de vidrio se puede mezclar con los gránulos en proporciones del 10%, 15% o 30%, lo que da como resultado piezas con mayor rigidez.
Polipropileno (PP)
El plástico moldeado por inyección más común. Excelente resistencia química. Grados aptos para alimentos disponibles. No apto para aplicaciones mecánicas.
ABS
Termoplástico común con alta resistencia al impacto, bajo costo y baja densidad. Vulnerable a los disolventes.
Polietileno (PE)
Termoplástico liviano con buena resistencia al impacto y a la intemperie. Adecuado para aplicaciones en exteriores.
Poliestireno (PS)
El plástico moldeado por inyección con el menor costo. Grados aptos para alimentos disponibles. Not suitable for mechanical applications.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Resina
- Compuestos termoplásticos:vista panorámica
- Componente portador de extremo delantero ligero Geely termoplásticos Lanxess
- Las resinas epóxicas y de éster de cianato de Park Aerospaces se dirigen a aplicaciones avanzadas de radomo
- Tapas y cierres futuros:más HDPE, más PCR
- INOMETA invierte en una nueva tecnología de bobinado de cinta asistida por láser
- Los moldeadores LSR ahora pueden personalizar la velocidad de curado, la temperatura y el durómetro
- Avanzar en la fabricación aditiva para aprovechar la anisotropía
- IACMI:Impulsando la innovación en la industria de compuestos avanzados
- Cove &RWDC Industries en acuerdo exclusivo para respaldar la producción de las "primeras" botellas de agua biodegradables
- Preimpregnado aeroespacial Toray optimizado para moldeo a presión asistido por vacío
- Compuestos de impresión 3D con fibra continua