


El sistema de herramientas de cambio rápido aumenta el tiempo de actividad del husillo
El especialista en aplicaciones de Arno, Rob Hampton, revisa el sistema Arno Fast Change y describe cómo funciona en este video.
Mientras se realiza el mantenimiento de las herramientas en una platina tradicional en un torno de cabezal deslizante, puede llevar 10 minutos o más indexar una plaquita. Mientras indexa las herramientas, un operador puede soltar las espitas de refrigerante y puede costar la vida útil y el tiempo de la herramienta de un taller de máquinas. Una vez que los insertos están indexados, el operador puede tomar varios arranques y paradas del husillo para ver si el flujo de refrigerante se dirige hacia donde debe estar.
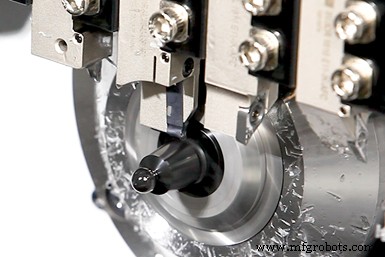
El sistema de herramientas de cambio rápido (AFC) de Arno consta de una placa múltiple que contiene herramientas de torneado, herramientas de tronzado y herramientas de ranurado de vástago dividido con refrigeración interna. Créditos fotográficos:Arno EE. UU.
Para optimizar este proceso de cambio de herramientas, Arno-Werkzeuge USA LLC ha desarrollado un sistema de herramientas de cambio rápido de refrigerante que elimina las líneas de refrigerante de alta presión en una zona de trabajo compacta de tipo suizo. La compañía dice que también reduce significativamente el tiempo de inactividad por cambio de herramientas, así como el tiempo de configuración de horas a minutos, al tiempo que ofrece una repetibilidad precisa. Estas ventajas no solo aumentan la producción de piezas terminadas, sino que también ahorran miles de dólares por eje al año, según la empresa.
Funcionalidad simple y rápida
El sistema de herramientas de cambio rápido (AFC) de Arno consta de una placa múltiple que contiene herramientas de torneado, herramientas de tronzado y herramientas de ranurado de vástago dividido con refrigeración interna. Diseñado como un colector, el refrigerante se desvía a través de la placa de distribución hacia las herramientas. La ranura estilo UN en el tope fijo recoge el refrigerante y lo pasa a través de la pipeta hasta el extremo delantero, donde el refrigerante va directamente al borde de corte. El sistema AFC puede suministrar refrigerante a un puerto que admita todas las posiciones de herramientas, o puede suministrar dos puertos y dividir las posiciones de herramientas con la válvula de aguja.
El sistema de herramientas solo necesita ser conectado una vez y, según la compañía, después de eso, no debería ser necesario volver a tocar una línea de refrigerante de alta presión. Con la configuración adecuada, las líneas de alta presión se mueven detrás de las protecciones de la máquina, lo que crea un entorno de mecanizado limpio. Esto permite a los operadores realizar un mantenimiento de rutina más seguro. Además, las abrazaderas de bajo perfil del AFC no recogen tantas virutas en comparación con un sistema de abrazadera típico.

Al reemplazar una herramienta de vástago dividido, el el operador simplemente afloja dos abrazaderas para quitar el cabezal de corte y luego lo reemplaza por uno nuevo.
Al reemplazar una herramienta de vástago dividido, el operador simplemente afloja dos abrazaderas para quitar el cabezal de corte y luego lo reemplaza por uno nuevo, dice la compañía.
Un ahorro de tiempo y dinero
Con el sistema AFC, Arno informa que se tarda 17 segundos en cambiar una herramienta, una gran mejora con respecto a los 7 a 10 minutos típicos que se tardan con una placa múltiple tradicional. El método convencional puede tomar cinco minutos para cambiar una herramienta, un minuto para tocar la herramienta y otro minuto para ajustar la espiga, por ejemplo.
“Luego, cuando escala eso a una operación de tres turnos, cambiará las herramientas en las cinco estaciones dos veces por turno”, explica Keith Stroup, gerente de desarrollo comercial de Arno. “Entonces, 10 cambios de herramienta por turno en las cinco estaciones dos veces por turno equivalen a 30 veces que el husillo estará inactivo a los siete minutos cada uno”. Calcula que son tres horas y media, o casi la mitad de un turno de tiempo de inactividad, solo para dar servicio a las herramientas en ese distribuidor tradicional y placa de espiga. “Tres horas y media cada ciclo de 24 horas equivalen a $70 000 por año de tiempo de inactividad del husillo para dar servicio a las herramientas en esa placa múltiple”, agrega.
En comparación, cuando un operador está trabajando con el sistema AFC, no es necesario retocar porque la herramienta se repetirá en más o menos una milésima de las posiciones anteriores de la herramienta. Tampoco hay necesidad de tener en cuenta el tiempo para reajustar las líneas de refrigerante porque el nuevo sistema es un verdadero sistema de refrigeración interna. Tampoco es necesario tener en cuenta la limpieza de fichas porque
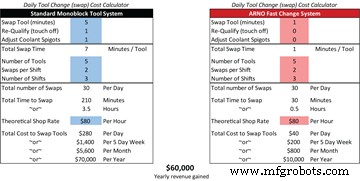
Estos gráficos muestran estimaciones de ahorro de costos con Arno Sistema de herramientas de cambio rápido frente al sistema de herramientas monobloque estándar. Arno dice que los usuarios pueden ganar $60,000 por año usando su sistema Fast Change.
esas superficies se han eliminado en su mayoría con el diseño suave de AFC, según Stroup. Por lo tanto, el tiempo de cambio de herramienta de 17 segundos es el único tiempo a tener en cuenta. Pero, para un ejemplo del mundo real, aumenta el tiempo a un minuto para considerar a un operador distraído que podría usar segundos adicionales.
Aunque todavía hay 30 tiempos de inactividad por día, ahora hay solo 30 minutos de tiempo de inactividad por día en lugar de 210 minutos con la placa de grupo tradicional. “Eso solo cuesta $10 000 al año, lo que significa que acaba de ganar $60 000 al año con ese husillo al adoptar el sistema AFC”, dice Stroup.
Arno-Werkzeuge USA LLC | arnousa.com
Equipo industrial
- Herramientas innovadoras:la voluntad de cambiar, la actualización es la clave del éxito
- Trucos de herramientas de diamante que todo fabricante debe conocer
- Centros de torneado de bancada inclinada
- Torno tipo suizo de siete ejes
- El torno ofrece velocidades de husillo de 25 000 RPM
- Torno en línea de doble husillo
- Torno en línea de dos husillos(2)
- VTC de alta velocidad
- Centro de torneado con husillo listo para collet
- Torneado automático con tiempos de trabajo cortos
- Las 5 herramientas que hacen prosperar la fabricación ajustada