


Alimentadores para sólidos a granel
Básicamente, existen dos tipos de alimentadores, los diseñados para dispensar una tasa controlada de material a un proceso o línea de producción y los fabricados para controlar la descarga de material a granel del almacenamiento. Aunque generalmente difieren ampliamente en escala, su principal distinción es la función.
La función principal de un alimentador dispensador es entregar de manera consistente y confiable una tasa precisa de alimentación de material en una condición a granel adecuada para su uso. Un alimentador de almacenamiento a granel puede ser menos sensible a la precisión, pero más preocupado por el orden de la zona de descarga del contenedor de retención. El patrón de extracción del alimentador de descarga es, por lo tanto, un factor de diseño crítico.
Los alimentadores de tornillo se utilizan comúnmente para descargar material de tolvas y silos, ya que ofrecen muchas características favorables, como el confinamiento total y la capacidad de extraer progresivamente de las ranuras de salida extendidas.
Las salidas de ranura, a su vez, aumentan la capacidad de almacenamiento y permiten el uso de secciones de tolva de flujo plano, lo que permite inclinaciones de la pared de la tolva más bajas que las necesarias para tolvas en forma de conos o piramidales. La extracción progresiva de una ranura es esencial para el flujo másico, pero también es útil para generar flujo vivo a través de la salida de la tolva y minimizar la potencia del alimentador. Para asegurar un rendimiento óptimo-
- Para evitar tiempos de residencia prolongados de las regiones del contenido de la tolva.
- Para corregir la segregación que se produjo durante el llenado.
- Para minimizar el riesgo de "enrojecimiento".
- Para minimizar la tracción excéntrica y el riesgo de falla estructural.
- Para obtener una densidad constante del material en la descarga.
- Para homogeneizar o mezclar el contenido de la tolva.
- Para minimizar los requisitos de energía del impulsor del alimentador
Las opciones fundamentales para el patrón de flujo se clasifican comúnmente como:-
Flujo másico - Para materiales que se deterioran en calidad o potencial de flujo en extensión
Flujo expandido de almacenamiento - Para fluidos difíciles, materiales inertes.
Flujo de embudo - Para un flujo fácil, materiales inertes.
Sin embargo, el flujo másico por sí solo es inadecuado para hacer frente de manera eficaz a algunas dificultades de flujo. La secuencia en la que se llenan y descargan las diferentes regiones de una tolva puede tener una influencia importante en la condición en la que se entrega el producto. La segregación, el "lavado", las variaciones de densidad, el "apelmazamiento" y otras condiciones adversas de flujo y calidad pueden verse agravadas por una extracción desigual.
Esto se debe a que el material generalmente se distribuye de manera desigual a través de la sección transversal de una tolva formando un ángulo de "reposo vertido" desde el punto de llenado. Si hay alguna diferencia física en las partículas de composición, las fracciones tenderán a segregarse al fluir hacia abajo por la superficie de reposo y se depositarán de manera radial.
Para reconstituir estas fracciones en sus proporciones originales al momento de la descarga, el perfil de extracción de la ranura del alimentador debe coincidir con el área de la sección transversal de la tolva. Esta puede ser una tarea desafiante. A menudo se dice que el flujo másico genera un patrón de "primero en entrar, primero en salir" que mitiga estos peligros de descarga, pero el flujo másico simplemente significa que todo el contenido de la tolva está en movimiento durante la descarga y pueden prevalecer grandes gradientes de velocidad.
Se habla mucho de 'extracción uniforme', pero generalmente se considera que esto se aplica a la entrada del alimentador, cuando debería relacionarse con la sección transversal del cuerpo de la tolva, ya que pueden existir grandes diferencias entre las áreas de sección transversal que se sirven. por una sección diferente del alimentador.
Este requisito de movimiento coherente se extiende a tratar con un material suelto que se carga en una condición de fluido y tiene que asentarse en un estado estable antes de llegar a la salida de la tolva. Esto se debe a que la presión hidrostática de penetración preferencial del lecho por el material en estado fluido evitará que la presión horizontal del producto más sedimentado entre en la ruta del flujo. Las rutas de flujo estrechas también aumentan la velocidad de contraflujo contra el aire que se eleva para escapar y hacen que sea más probable el "lavado".


El rendimiento óptimo del alimentador está asegurado por cada sección del alimentador que extrae una región proporcional de la sección transversal de la tolva a la que sirve. Esta puede ser una tarea desafiante. A menudo se dice que el flujo másico genera un patrón de "primero en entrar, primero en salir" que mitiga estos peligros de descarga, pero el flujo másico simplemente significa que todo el contenido de la tolva está en movimiento durante la descarga y pueden prevalecer grandes gradientes de velocidad.
Se habla mucho de 'extracción uniforme', pero generalmente se considera que esto se aplica a la entrada del alimentador, cuando debería relacionarse con la sección transversal del cuerpo de la tolva, ya que pueden existir grandes diferencias entre las áreas de sección transversal que se sirven. por una sección diferente del alimentador.
Por ejemplo, considere una tolva de sección cuadrada de 6M con tolva piramidal equipada con un alimentador de 2M de largo. El primer y último 10% de la entrada del alimentador necesitaría extraer 11 veces la cantidad de cada una de las otras secciones del 10% para dar una caída uniforme en la tolva.
En el otro extremo, con un alimentador de 2M de largo en un 2M de diámetro. silo, el primer y el último 10% del alimentador necesitaría tomar una cantidad minúscula, y el requisito de extracción en las secciones posteriores aumentaría rápidamente con el radio local, hasta un máximo en el centro. En la mayoría de las aplicaciones, hay un cambio radical en la demanda de extracción para las secciones inicial y final del alimentador expuestas al contenido de la tolva.
Un alimentador de tornillo es generalmente más corto que el tramo más grande a través de una tolva y el flujo desde las regiones de la tolva a varias secciones del alimentador es a menudo una combinación de flujo lineal y radial, por lo que la demanda de capacidad por unidad de longitud del alimentador para una 'extracción uniforme' puede ser un ejercicio exigente para conciliar con la característica geométrica de la extracción de tornillos, a saber:-
- La primera sección del tornillo expuesta al contenido de la tolva extrae toda la capacidad de transferencia axial del tornillo, mientras que las secciones siguientes solo pueden extraer la diferencia incremental de capacidad.
- Los aumentos en el paso no generan un aumento proporcional en la capacidad debido a la reducción en la eficiencia de transferencia axial. La eficiencia de la transferencia axial depende de la geometría del tornillo y del ángulo de fricción de contacto del material manipulado, por lo que la especificación del alimentador depende de muchos factores exclusivos de la aplicación.
- Además, los aumentos de tono tienen que servir a secciones proporcionalmente largas de la salida, por lo que se reduce la tasa de extracción real por unidad de longitud.
- La eficiencia de la transferencia axial depende de la fricción de contacto del material manipulado en la cara del vuelo del tornillo, por lo que es única para la aplicación específica.
Para conocer el patrón de arrastre de los alimentadores de tornillo, consulte la figura 1.
A la luz de estas características, es importante saber si el producto se verá afectado por los períodos de tiempo que puede permanecer en almacenamiento estático; ya sea demasiado largo, en relación con un posible deterioro en la calidad del producto o la condición de flujo, o demasiado corto en relación con el material que se asienta de un fluido a una condición de flujo estable.
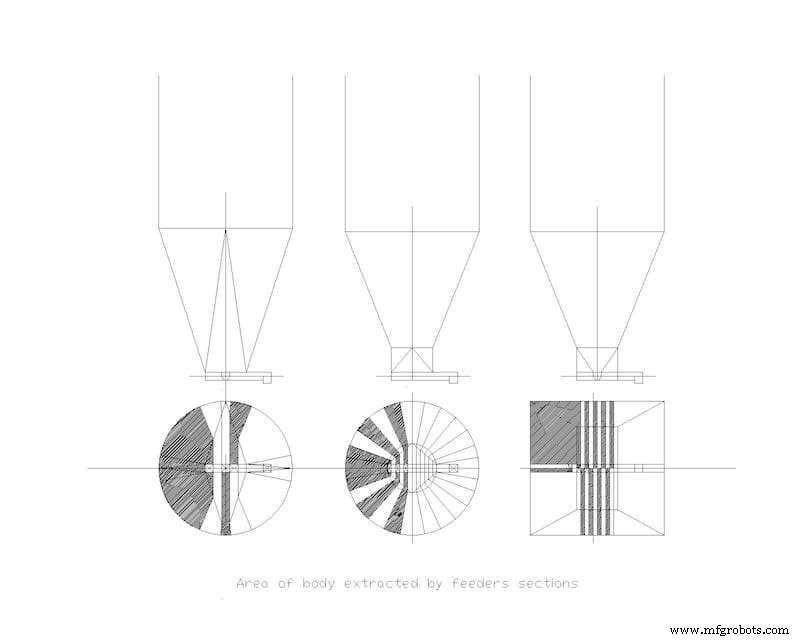
Como se ve en la fig. 1 la primera y la última sección de la salida generalmente muestran la mayor variación. La proporción puede variar desde menos de la unidad hasta 10:1 dependiendo de la forma y las proporciones relativas de las secciones de la tolva y de la salida y la transición entre ellas.
La búsqueda de consultas para establecer la especificación óptima para un alimentador puede requerir una estrecha cooperación entre el proveedor y el usuario, por lo que es mejor tratar con un proveedor especializado en casos importantes.
Ref.
1.Bates.L. ‘Patrón de arrastre de los descargadores de tolva de tornillo.
ASME Jlrn. Eng para Ind. Mayo de 1969. Pp 215-302.
Equipo industrial
- Sensirion:solución de sensor de flujo del lado del paciente para ventiladores
- Tolva de descarga automática:la herramienta adecuada para el trabajo
- Múltiples usos para un carro de plataforma
- Unidos para aumentar la eficiencia
- Husillo doble para perfiles de flujo y formación libre
- Diseño de soluciones inteligentes para dispositivos de flujo de gas
- 5 técnicas para la fundición de aluminio
- 4 usos de las abrazaderas hidráulicas
- Tornos CNC para metal
- Serie de equipos:centrífugas
- Maneras infalibles de elegir el caudalímetro adecuado para su aplicación