


Rotación de coordenadas de Fanuc G68:ejemplo de subprograma
Código de ejemplo de programa CNC para mostrar cómo se puede usar el código g de rotación de coordenadas de Fanuc G68 en un subprograma para aprovechar al máximo su funcionalidad.
Ejemplo de rotación de coordenadas G68
Programa principal
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
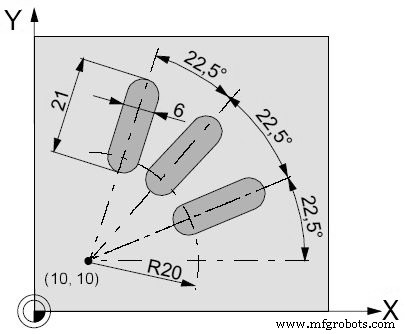
Subprograma
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Lista de códigos Bridgeport G:fresadora CNC
Códigos G y códigos M de máquina CNC:fresado y torno CNC
máquina CNC
- Ejemplo de programa CNC de ciclo de ranurado Fanuc G75
- Ejemplo de programa CNC de Fanuc
- Fanuc G20 Medición en pulgadas con ejemplo de programa CNC
- Ejemplo de programación de torno CNC Fanuc
- G90 Turning Cycle Fanuc – Código de ejemplo de programa CNC
- Programa de ejemplo CNC de ciclo de refrentado Fanuc G94
- Programa de ejemplo de ciclo fijo de refrentado Fanuc G72
- Ejemplo de programa de ejemplo Fanuc G72 Ciclo de orientación Formato de línea única
- Ejemplo de programa de rotación de coordenadas de Fanuc G68
- Rotación de coordenadas Fanuc G68
- Lista de códigos G de Fanuc