


Ciclo de mandrinado G86:programación de molino Fanuc
G86 Ciclo aburrido
El ciclo de mandrinado Fanuc G86 se utiliza para perforar los orificios.
La herramienta se desplaza hasta el fondo del orificio con avance y luego se retrae hacia afuera del orificio a una velocidad de avance rápida.
G86 Formato de ciclo de mandrinado
G86 X Y Z R F K
Parámetros
X Y:datos de posición del orificio.
Z:profundidad de mandrinado (absoluta).
R:posición inicial de la herramienta sobre el orificio.
F:velocidad de avance de corte.
K – Número de repeticiones (si es necesario).
Ciclo de mandrinado G86
Operación del ciclo de mandrinado G86
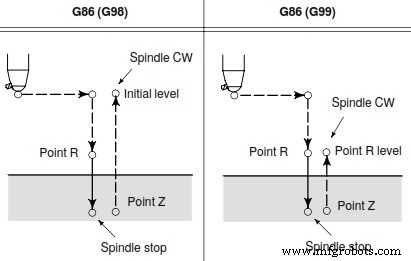
1 – Después del posicionamiento a lo largo de los ejes X e Y, se realiza el avance rápido hasta el punto R.
2 – El taladrado se realiza desde el punto R hasta el punto Z.
3 – Cuando el husillo se detiene en el punto fondo del agujero, la herramienta se retrae en marcha rápida.
Posición de devolución de herramienta
El plano de retorno depende de los códigos G G98, G99.
Si se especifica G98 con el ciclo de mandrinado G86, la herramienta vuelve al nivel inicial.
Si se especifica G99, la herramienta volverá a R nivel.
Ejemplo de programa de ciclo de mandrinado G86
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
máquina CNC
- Ciclo de roscado CNC Fanuc G76
- Ciclo de ranurado CNC Fanuc G75
- Lista de códigos Fanuc G
- Ciclo de roscado CNC Fanuc G92
- Ejemplo de programación de torno CNC Fanuc
- Ciclo de roscado G78 – Programación de torno Fanuc
- Lista de códigos G de Hurco Mill
- Subprogramación de Fanuc
- Picoteo de contorno de fresado CNC:ejemplo de repetición de subprograma Fanuc
- Lista de códigos G de Fanuc
- Mandrinado ECS G86 con ciclo de parada de husillo