


Lograr el éxito en la carpintería CNC
Desarrollo de una estrategia exitosa de dirección de corte
Hay una serie de factores que pueden afectar las prácticas de mecanizado de la madera en la carpintería. Uno que surge mucho para ciertas maderas duras es la dirección de corte, específicamente en relación con el patrón de grano de la madera. La madera es un material anisótropo. Esto significa que se exhiben diferentes propiedades del material en diferentes direcciones de corte. En términos de madera aserrada, existen diferentes grados estructurales de madera relacionados con la orientación del grano. Si la dirección promedio de las fibras de celulosa es paralela a los lados de la pieza de madera, se dice que las fibras son rectas. Cualquier desviación de esta línea paralela y el tablero se considera "contra la fibra". La figura 1 a continuación muestra un tablero de grano mayormente recto con flechas que indican los diferentes ejes. Cada uno de estos ejes exhibe diferentes conjuntos de propiedades mecánicas. Debido a estas diferencias, se debe ser consciente de la trayectoria de la herramienta en la carpintería y minimizar la cantidad de fuerzas de corte que se ejercen sobre el cortador para maximizar la vida útil de la herramienta.
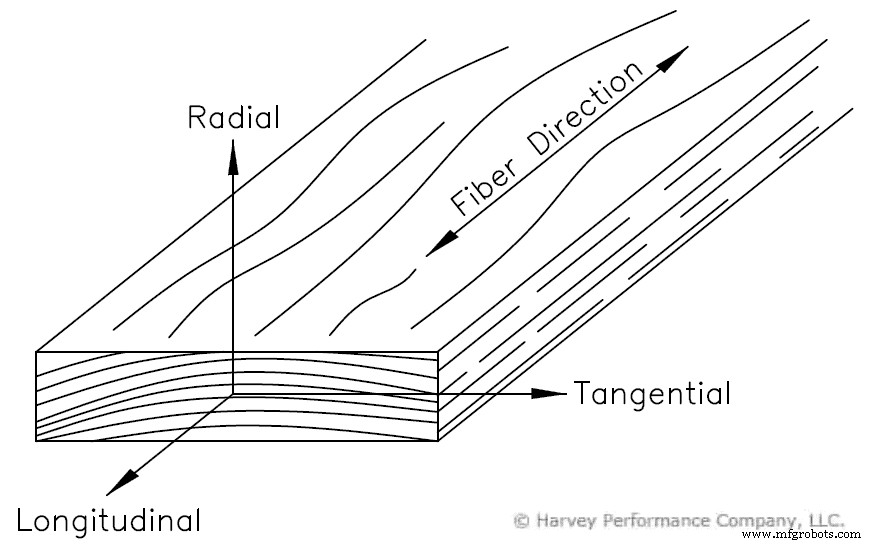
El corte perpendicular a la fibra se conoce como corte "a través de la fibra" en la carpintería. En la Figura 1 anterior, esto se consideraría cortar en dirección radial o tangencial. Cortar paralelo al grano se conoce como cortar “a lo largo del grano” (longitudinalmente en términos de la Figura 1). Cuanto más cerca esté de cortar a 90° de la veta de la madera en cualquier dirección, mayor será la fuerza de corte. Por ejemplo, una herramienta con su eje central paralelo a la dirección tangencial y una trayectoria a lo largo de la dirección longitudinal tendría menos desgaste que una herramienta con el mismo eje central pero moviéndose en la dirección radial. El segundo tipo de orientación de la herramienta es cortar a través de más límites de grano y, por lo tanto, produce mayores fuerzas de corte. Sin embargo, debe tener cuidado al cortar a lo largo de la fibra, ya que esto puede provocar roturas y dar lugar a un acabado superficial deficiente.
La formación adecuada de astillas de madera con carpintería CNC
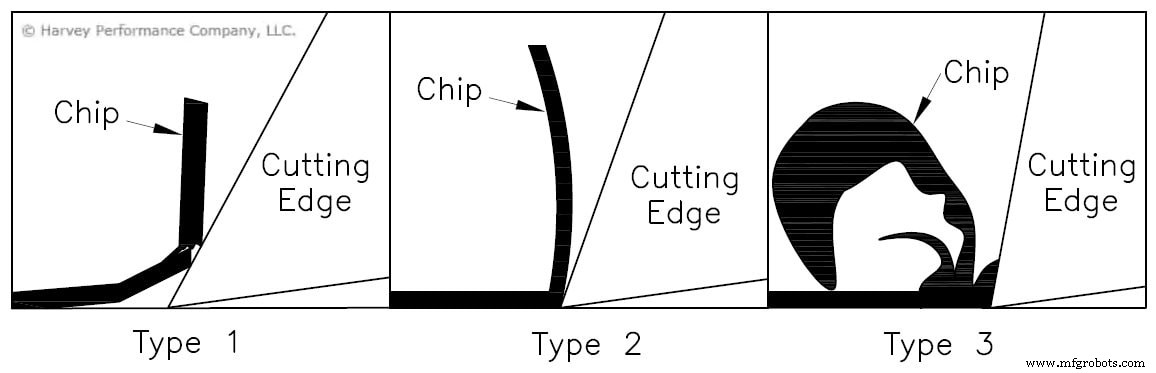
Al cortar madera en paralelo a la veta, se forman tres tipos básicos de astillas. Cuando se corta perpendicularmente a la fibra, los tipos de astillas generalmente caen en estas mismas 3 categorías, pero con mucha más variabilidad debido a la amplia gama de propiedades de la madera con respecto a la dirección de la fibra.
Fichas Tipo 1
Las astillas de tipo 1 se forman cuando la madera se parte por delante del borde de corte a través de hendiduras hasta que se produce una falla en la flexión como una viga en voladizo. Se produce una gran fuerza perpendicular al plano de corte, lo que provoca que la madera delante del borde de corte se parta, formando esta diminuta viga en voladizo. Cuando la fuerza hacia arriba finalmente supera la fuerza de este pequeño rayo, se rompe. Estos tipos de virutas provocan un desgaste relativamente pequeño en comparación con los tipos 2 y 3, ya que el material se parte antes de entrar en contacto con el borde puntiagudo. Las fresas de extremo con ángulos de inclinación extremadamente altos o muy bajos a menudo producen virutas tipo 1. Esto es especialmente cierto cuando se mecaniza contra pendientes de grano mayores de 25°. Las maderas con un contenido de humedad inferior al 8 % forman astillas discontinuas y tienen un mayor riesgo de arranque.
Fichas Tipo 2
Las virutas tipo 2 son las más deseables de los tres tipos en términos de acabado superficial. Son el resultado de la falla del material a lo largo de un plano de corte diagonal, que se extiende desde el borde de corte hasta la superficie de la pieza de trabajo. Las virutas de tipo 2 se forman cuando existe un equilibrio adecuado entre las propiedades de la madera, los parámetros de corte y la geometría del cortador. Las maderas con un contenido de humedad entre el 8 % y el 20 % tienen muchas más posibilidades de formar astillas continuas de tipo 2 y dejar un buen acabado superficial.
Fichas tipo 3
El último tipo de viruta se forma cuando el ángulo de inclinación de un cortador es demasiado bajo. En este escenario, la fuerza de corte es casi paralela a la dirección de avance. Esto hace que un material blando, como la madera, se aplaste en lugar de cortarlo, dejando un acabado superficial deficiente. En general, la superficie que queda se ve como pequeños paquetes de elementos de madera, un defecto de la superficie comúnmente conocido como "grano borroso". Este tipo de astillado ocurre con más frecuencia en maderas blandas ya que la situación de aplastamiento se agrava en maderas de baja densidad.
Extender la vida útil de la herramienta cuando se trabaja con madera
Reglas generales de velocidades y avances
Hay varias categorías diferentes de desgaste de herramientas que ocurren cuando se trabaja con madera CNC. Las reglas generales de mecanizado aún se aplican, ya que las RPM tienen la mayor influencia en la tasa de desgaste. La sobrealimentación puede aumentar exponencialmente el desgaste de la herramienta y también provocar su rotura. Como ocurre con la mayoría de las operaciones de mecanizado, es esencial un equilibrio entre estas dos. Si busca aumentar su productividad aumentando su velocidad, debe aumentar su avance proporcionalmente para mantener un equilibrio que mantenga la herramienta enganchada correctamente en el material.
Gestión adecuada del calor
Cuando las herramientas de corte se exponen a altas temperaturas, comienzan a desgastarse aún más rápido debido a la corrosión. El aglutinante de cobalto dentro de la mayoría de las herramientas de carburo en el mercado comienza a oxidarse y desprenderse del filo. Esto desencadena una reacción en cadena, ya que cuando se elimina el aglutinante, el carburo de tungsteno también se rompe. Diferentes especies de madera y tipos de madera de ingeniería tienen diferentes comportamientos corrosivos a altas temperaturas. Este es el tipo de desgaste más constante que se observa al mecanizar MDF o tableros de partículas. El desgaste se debe a las sales de cloro y sulfato que se encuentran en los adhesivos, ya que esto acelera la corrosión a alta temperatura. Al igual que con el aluminio, cuando aumenta el contenido de sílice de una madera, también aumenta su corrosividad.
En general, se observa un mayor desgaste de las herramientas en maderas con alto contenido de humedad. Este rasgo se debe al mayor desgaste electroquímico causado por los extractivos en la madera. El contenido de humedad en la madera incluye sustancias como resinas, azúcares, aceites, almidones, alcaloides y taninos en presencia de agua. Estas moléculas reaccionan con los componentes metálicos de la herramienta de corte y pueden desafilar el filo. El carburo es más resistente a este tipo de desgaste en comparación con el acero rápido.
Los mejores recubrimientos para prolongar la vida útil de la herramienta en madera
Si desea una herramienta más duradera que mantenga su filo afilado (y quién no), puede considerar un recubrimiento de diamante amorfo. Este es un revestimiento extremadamente resistente a la abrasión destinado a operaciones no ferrosas en las que la temperatura de la zona de corte no supera los 750 °F. Este tipo de recubrimiento es uno de los recubrimientos más delgados de Harvey Tool, por lo que minimiza el riesgo de redondeo de cualquier borde y maximiza la durabilidad de este borde.
Evitar percances comunes de carpintería
Arrancar
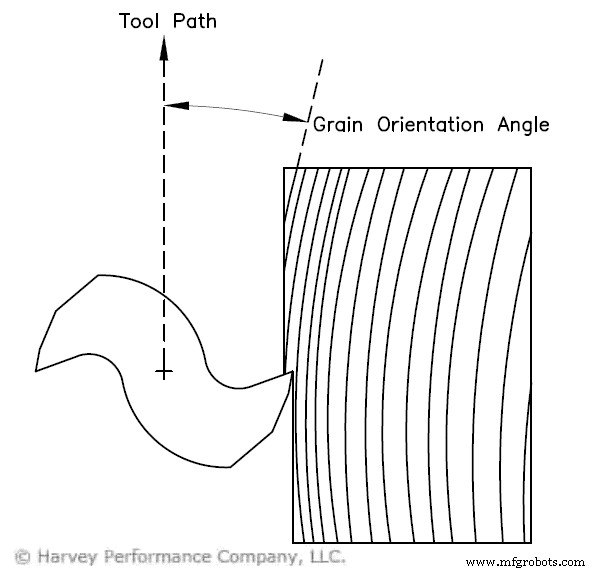
El desgarro, a veces llamado grano astillado o astillado, es cuando un trozo del material de madera que se está mecanizando se desprende de la pieza de trabajo principal y deja un defecto desagradable donde solía estar. Este es uno de los defectos más comunes al mecanizar productos de madera. Hay muchas razones diferentes por las que se produce el desgarro. Las características materiales son algo a considerar. Es más probable que se produzca un desgarro si la orientación de la fibra es inferior a 20° en relación con la trayectoria de la herramienta, si el contenido de humedad de la madera es demasiado bajo o si la densidad de la madera es demasiado baja. La figura 4 muestra el ángulo de orientación del grano en relación con la trayectoria de la herramienta. En términos de parámetros de mecanizado, también puede ocurrir si la carga de viruta, la profundidad de corte o el ángulo de ataque son demasiado altos.
Acabado de grano difuso
El grano borroso se ve como pequeños grupos de madera adheridos a la cara recién maquinada y ocurre cuando las fibras de madera no se cortan correctamente. Las herramientas de corte de rastrillo bajo o desafiladas indentan las fibras hasta que se rompen de su patrón natural en el interior, lo que hace que se formen virutas tipo 3, lo que da como resultado un acabado deficiente. Esto puede verse agravado por un avance o una profundidad de corte bajos, ya que la herramienta no está acoplada correctamente y está arando el material en lugar de cortarlo correctamente. Las maderas más blandas y con cantidades de grano cada vez menores son más susceptibles a este tipo de defecto. Se sabe que la madera joven es particularmente responsable de la veta borrosa debido a su alto contenido de humedad.
Marcas de quemaduras
Las marcas de quemadura son un defecto que es particularmente significativo en el caso del mecanizado de madera, ya que generalmente no es una preocupación cuando se mecanizan otros materiales. Permanecer demasiado tiempo en un lugar, no enganchar lo suficiente la fresa en un corte o usar herramientas sin filo genera una cantidad excesiva de calor a través de la fricción, lo que deja marcas de quemaduras. Algunas maderas (como el arce o el cerezo) son más susceptibles a las marcas de quemaduras, por lo tanto, las trayectorias de herramientas para estos tipos deben programarse con sensatez. Si tiene muchos problemas con las marcas de quemaduras en una operación en particular, puede intentar rociar la fresa con un lubricante comercial o cera en pasta. Tenga cuidado de no usar demasiado ya que el exceso de humedad puede causar deformaciones. Aumentar el uso de la herramienta o disminuir las RPM también puede combatir las marcas de quemaduras.

Marcas de virutas
Las marcas de virutas son compresiones superficiales en la superficie de la madera que se han rociado o presionado en la superficie. Estos defectos pueden hincharse con un aumento en el contenido de humedad, empeorando aún más el acabado. Este tipo de defecto generalmente es causado por una mala evacuación de la viruta y, por lo general, se puede solucionar aplicando un chorro de aire refrigerante a la región de corte durante la operación.
Grano elevado
El grano levantado, otro defecto común de las maderas, es cuando una o más partes de la pieza de trabajo están ligeramente más bajas que el resto. Esta imperfección es particularmente un problema cuando se mecanizan maderas más blandas con herramientas desafiladas, ya que las fibras se rasgarán y deformarán en lugar de cortarse limpiamente. Este efecto se intensifica cuando se mecaniza con avances lentos y la madera tiene un alto contenido de humedad. Las variaciones en el hinchamiento y la contracción entre las secciones de madera dañadas y no dañadas exacerban este defecto. Es por esta razón que el grano levantado es una vista común en las maderas curtidas por el clima. Los dispositivos de sujeción del trabajo que están ajustados demasiado apretados también tienen la posibilidad de causar que el grano se levante.
Diferenciación de las fresas de extremo para corte de plástico y madera Harvey Tool

https://www.harveytool.com/products/material-specific-end-mills/woodMachinists a menudo usan fresas de extremo de corte de plástico para trabajar la madera, ya que esta herramienta tiene geometrías internas muy similares a las de una fresa de extremo para madera. Ambas herramientas tienen grandes valles de flauta y filos de corte afilados, ventajosos para el mecanizado de plástico y madera. La principal diferencia entre las cortadoras de plástico de Harvey Tool y las cortadoras de madera es el ángulo de cuña (una combinación del ángulo de inclinación y de alivio primario). La línea de corte de leña tiene un ángulo de inclinación más bajo, pero aún tiene un ángulo de relieve alto para mantener la nitidez del filo de corte. El rastrillo inferior está diseñado para no ser tan "agarrador" como lo pueden ser los cortadores de plástico cuando se trabaja con madera. Fue diseñado para cortar madera y dejar un acabado superficial de calidad sin provocar que se rompa.
La oferta de fresas de extremo para madera de Harvey Tool incluye opciones de corte hacia arriba y hacia abajo. La opción de corte hacia arriba está diseñada para fresar maderas naturales y de ingeniería, con un estilo de 2 ranuras y un ángulo de cuña diseñado para cortar materiales de fibra de madera sin que se rompan ni dejen un acabado de vetas difusas. La oferta de corte descendente está optimizada para fresar maderas naturales y de ingeniería y ayuda a evitar que se levanten en las mesas de vacío.
Para obtener más ayuda sobre cómo lograr una operación de mecanizado exitosa o más información sobre la oferta de fresas de extremo para madera de Harvey Tool, comuníquese con el equipo de ingenieros de Harvey Tool al 800-645-5609.
máquina CNC
- Guía para la creación de prototipos CNC
- Guía rápida de corte CNC
- Conceptos básicos de herramientas CNC para un mejor corte y tallado de madera
- Mejor enrutador CNC para carpintería
- Glosario 2 de bits de fresado CNC
- Un manual completo de máquinas de corte CNC
- Lleve la carpintería al siguiente nivel con la fresadora de madera CNC
- Comparación del torno de madera CNC con el torno de madera tradicional
- ¿Cómo beneficia el enrutador CNC para carpintería OMNI?
- ¿Cómo cortar acrílico en una enrutador CNC?
- Enrutador CNC para madera:con impresionantes aplicaciones