


Resumen de las habilidades de torneado de piezas de paredes delgadas
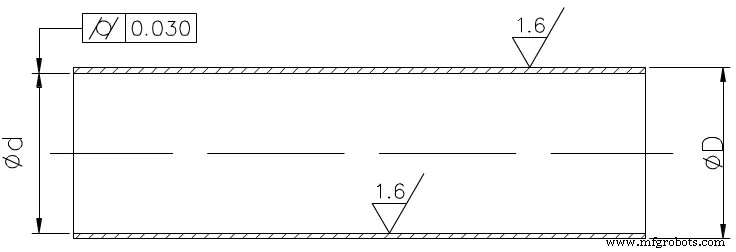
En el proceso de corte, la pared delgada se deforma fácilmente por la fuerza de corte, lo que conduce a la aparición de un óvalo o una "forma de cintura" con un centro pequeño y extremos grandes. Además, los casquillos de pared delgada son propensos a la deformación térmica debido a la mala disipación del calor durante el procesamiento y es difícil garantizar la calidad del procesamiento de las piezas. Las piezas que se muestran en la figura a continuación no solo son inconvenientes para instalar y sujetar, sino que también son difíciles de procesar las piezas procesadas. Es necesario diseñar una carcasa especial de paredes delgadas y un protector de eje.
Análisis de procesos
De acuerdo con los requisitos técnicos proporcionados en el dibujo, la pieza de trabajo se procesa con un tubo de acero sin costura. La rugosidad de la superficie del orificio interno y la pared externa es Ra1.6μm, que se puede lograr girando, pero la cilindricidad del orificio interno es de 0.03 mm, que se requiere para piezas de paredes delgadas. En la producción en masa, la ruta del proceso es aproximadamente:corte-tratamiento térmico-cara final del automóvil-círculo exterior del automóvil-orificio interior del automóvil-inspección de calidad.
El proceso de "mecanizado de orificios internos" es la clave para el control de calidad. Es difícil para nosotros cortar el orificio interior sin el círculo exterior y la carcasa de pared delgada para garantizar un cilindro de 0,03 mm.
La tecnología clave de Giro Agujero
La tecnología clave del torneado de agujeros es resolver el problema de la rigidez y la eliminación de virutas de la herramienta de torneado de agujeros internos. Para aumentar la rigidez de la herramienta de torneado de agujeros interiores, tome las siguientes medidas:
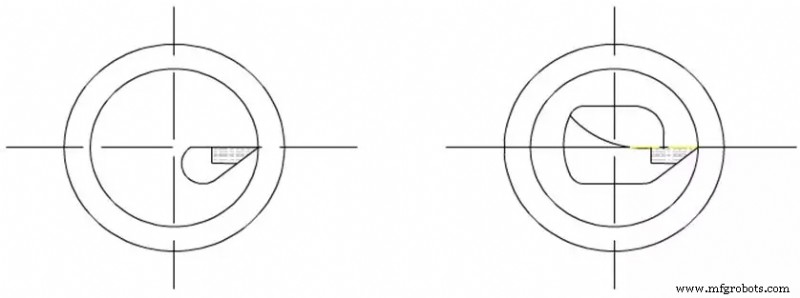
(1) Intente aumentar el área de la sección transversal del portaherramientas, por lo general, la punta de la herramienta de torneado del orificio interior se encuentra en la parte superior del portaherramientas, de modo que el área de la sección transversal del portaherramientas sea menor, menos de 1/4 del área de la sección transversal del orificio, como se muestra en la figura de la izquierda a continuación. Si la punta de la herramienta de torneado del orificio interior se encuentra en la línea central del portaherramientas, el área de la sección transversal del portaherramientas en el orificio puede aumentar considerablemente, como se muestra en la figura de la derecha a continuación.
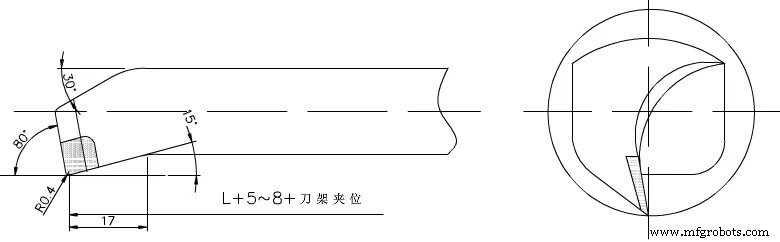
(2) La longitud extendida del portaherramientas debe ser tan larga como 5-8 mm como la longitud de la pieza de trabajo procesada, para aumentar la rigidez del portaherramientas de torneado y reducir la vibración durante el proceso de corte.
Resuelva el problema de la eliminación de chips
Controla principalmente la dirección de salida del corte. La herramienta de torneado en desbaste requiere que las virutas fluyan hacia la superficie a mecanizar (eliminación frontal de virutas). Por este motivo, se utiliza una herramienta de torneado de agujeros interiores con una inclinación de filo positiva, como se muestra en la figura siguiente.
Al terminar de tornear, se requiere que las virutas fluyan hacia el centro para inclinar la viruta hacia adelante (eliminación de la viruta del centro del orificio), por lo tanto, al afilar la herramienta, preste atención a la dirección de rectificado del borde de corte y el método de extracción de viruta de inclinando el arco hacia el frente, como se muestra en la siguiente figura para un torneado fino. La aleación de la cuchilla utiliza YA6, el tipo M actual, que tiene mejor resistencia a la flexión, al desgaste, al impacto y al acero y a la temperatura.
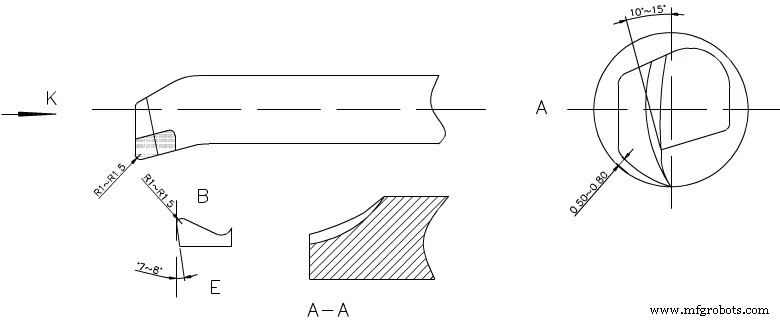
Al afilar, el ángulo de inclinación se redondea a un ángulo en forma de arco de 10-15°, y el ángulo posterior está a 0,5-0,8 mm de la pared de acuerdo con el arco de mecanizado (la línea inferior de la herramienta está en radianes), y el ángulo de corte de c es §0.5-1. El limpiador en el punto B del borde de la viruta es R1-1.5, el ángulo de alivio auxiliar se rectifica a 7-8° y el punto AA del borde interior E se rectifica en un círculo para eliminar las virutas.
Mecanizado Métodos
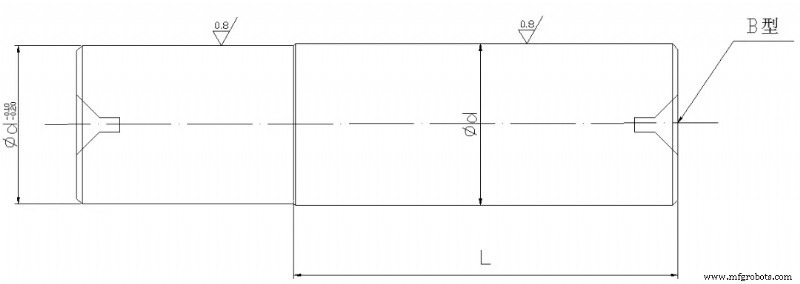
(1) Se debe hacer una protección del eje antes del procesamiento. El propósito principal del protector del eje es cubrir el orificio interior de la manga de pared delgada del automóvil con el tamaño original y fijarlo con los centros delantero y trasero para procesar el círculo exterior sin deformación y para mantener la calidad y precisión del círculo exterior. Por lo tanto, el procesamiento de la protección del eje es un eslabón clave en el proceso de procesamiento de la carcasa de pared delgada.
45﹟Se utiliza acero redondo con estructura de carbono para procesar la protección del eje en blanco; la cara del extremo del automóvil, se abren dos orificios centrales en forma de B, el círculo exterior es áspero y el margen es de 1 mm. Después del tratamiento térmico, templado y moldeado, y luego torneado fino, dejando un margen de 0,2 mm para la molienda. Vuelva a calentar la superficie del fuego roto a una dureza de HRC50 y luego muela con una amoladora cilíndrica como se muestra en la figura a continuación. La precisión cumple con los requisitos y se utilizará después de completarse.
(2) Para completar el procesamiento de la pieza de trabajo al mismo tiempo, la pieza en blanco conserva la posición de sujeción y el margen de corte.
(3) Primero, trate térmicamente los espacios en blanco, temple y revenido, la dureza es HRC28-30 (la dureza del rango de procesamiento).
(4) La herramienta de torneado adopta C620. Primero, coloque el centro delantero en el cono del husillo y fíjelo. Para evitar la deformación de la pieza de trabajo al sujetar el manguito de pared delgada, se agrega un manguito grueso de bucle abierto, como se muestra en la siguiente figura.
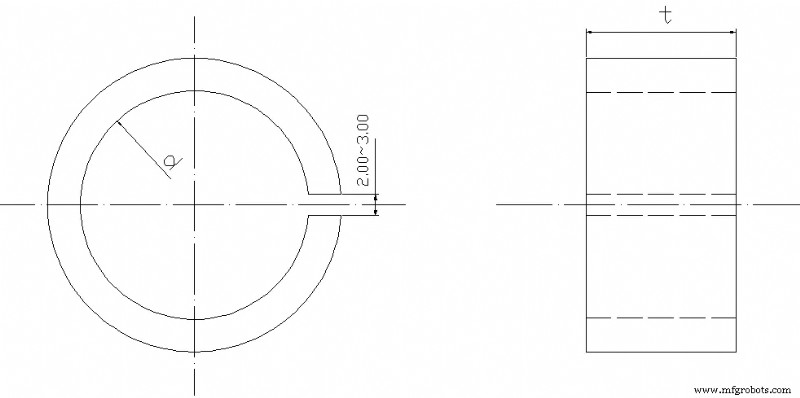
Para mantener la producción en masa, el extremo exterior de la carcasa de pared delgada se procesa a un tamaño uniforme d, la regla de t es la posición de sujeción axial y la carcasa de pared delgada se comprime para mejorar la calidad del orificio interno del coche y mantener el tamaño. Teniendo en cuenta que se genera calor de corte, el tamaño de expansión de la pieza de trabajo es difícil de comprender. Es necesario verter suficiente fluido de corte para reducir la deformación térmica de la pieza de trabajo.
(5) Sujete la pieza de trabajo firmemente con un mandril de tres mordazas de centrado automático, gire la cara del extremo y gire el círculo interior en bruto.
Deje un margen de 0,1-0,2 mm para el torneado fino y reemplácelo con una herramienta de torneado fino para procesar el margen de corte hasta que el eje del protector cumpla con los requisitos de ajuste excesivo y aspereza. Retire la herramienta de torneado del orificio interno, inserte el eje de protección en el centro delantero, use el centro del contrapunto para sujetar de acuerdo con los requisitos de longitud, cambie la herramienta de torneado exterior para desbastar el círculo exterior y luego termine de girar según los requisitos del dibujo. Después de pasar la inspección, use un cuchillo de corte para cortar la longitud de acuerdo con el tamaño requerido. Para suavizar el corte cuando se desconecta la pieza de trabajo, se debe afilar el borde cortante para suavizar la cara del extremo de la pieza de trabajo; la pequeña parte del eje de la protección debe rectificarse para reducir el espacio dejado por el corte, y el eje de la protección debe reducir la deformación de la pieza de trabajo, evitar vibraciones y, al cortar, el motivo de caídas y magulladuras.
Conclusión
El método anterior para mecanizar carcasas de paredes delgadas resuelve el problema de la deformación o de errores dimensionales y de forma que no cumplen con los requisitos. La práctica ha demostrado que la eficiencia de procesamiento es alta, fácil de operar y adecuada para procesar piezas largas de paredes delgadas, y el tamaño es fácil de entender. Finalización única, la producción en masa también es más práctica.
Proceso de manufactura
- DARVA - Asistente de eventos
- El yo entrenando
- Optimización de la vida útil de la herramienta:el efecto de los ángulos de avance en las operaciones de torneado
- Dominar los desafíos del giro brusco
- Mejora de piezas de pared delgada fabricadas con torneado CNC
- ¿Cuál es el beneficio de girar el husillo?
- Fresado y torneado juntos Aprovechando los beneficios para la productividad
- Una herramienta de torneado para cada trabajo
- Centro de Torneado y el Mecanizado Correspondiente
- Centro de torneado y tecnología de máquinas
- ¿Qué son los centros de torneado de todos modos?