


Cómo organizar la posición del proceso de tratamiento térmico en el mecanizado de precisión
Para mejorar la viabilidad y competitividad de las empresas de mecanizado de precisión, entre muchos factores, la clave es confiar en tecnología avanzada. Con el desarrollo de la industria moderna, cada vez más empresas han comenzado a prestar atención a la artesanía. Los documentos artesanales son la base de las empresas de mecanizado de precisión, y su corrección es muy importante. Tan pequeño como un símbolo y un dato en el archivo de proceso, es muy importante, como los requisitos de tamaño en el archivo de tecnología de fabricación mecánica, los requisitos de tolerancia geométrica, los símbolos y códigos del programa de mecanizado CNC, etc. Especialmente para el procesamiento de piezas mecánicas de precisión, el uso de documentos de proceso correctos afecta directamente la calidad del procesamiento y la seguridad de producción del producto. A veces, debido a la negligencia del artesano, incluso pequeños errores, también puede conducir al desguace de piezas mecánicas de precisión, causando ciertas pérdidas económicas a la empresa.

En el proceso de mecanizado de precisión, para mejorar efectivamente el rendimiento del producto, es necesario asegurarse de que la mayoría de las piezas restantes se hayan eliminado al organizar la ubicación del proceso de tratamiento térmico. No solo asegura que las piezas puedan ser templadas y templadas, sino también que haya un margen para cumplir con el procesamiento posterior, de modo que se pueda garantizar mejor la calidad del producto. El tratamiento térmico en el proceso de mecanizado de precisión se puede dividir aproximadamente en tratamiento térmico preliminar y tratamiento térmico según el propósito de la aplicación. El propósito del tratamiento térmico preliminar es mejorar las propiedades mecánicas, eliminar la tensión interna y prepararse para el tratamiento térmico. Incluye recocido, normalización, temple y revenido, y tratamiento de envejecimiento.
1 . Tratamiento térmico preliminar
El propósito del tratamiento térmico preliminar es eliminar la tensión interna generada durante el proceso de fabricación de la pieza en bruto, mejorar el rendimiento de corte de los materiales metálicos y prepararse para el tratamiento térmico final. El tratamiento térmico preliminar incluye templado y revenido, recocido, normalizado, etc., que generalmente se organizan antes y después del mecanizado de desbaste. La disposición antes del desbaste puede mejorar el rendimiento de corte del material. La disposición después del mecanizado de desbaste es beneficiosa para eliminar la tensión interna residual.
Ubicación del proceso de recocido y normalización
Generalmente se organiza después de la producción en blanco y antes del proceso de corte.
Para las piezas de precisión, con el fin de eliminar la tensión residual en el proceso de corte, también debe organizarse un recocido de alivio de tensión entre el proceso de corte.
Posición de proceso de templado y revenido
Este tipo de tratamiento térmico se puede utilizar como tratamiento final y también puede preparar la organización para el posterior enfriamiento superficial o el enfriamiento general de piezas fácilmente deformables. Generalmente se dispone después del desbaste y antes del acabado o semiacabado.
2. Tratamiento Térmico Final
El tratamiento térmico final generalmente debe organizarse después del desbaste, el semiacabado y antes y después del acabado. El tratamiento térmico con gran deformación, como cementación y enfriamiento rápido, enfriamiento rápido y revenido, etc., debe organizarse antes del acabado, para corregir el tratamiento térmico durante el acabado. Deformado. El tratamiento térmico con menos deformación, como la nitruración, se puede organizar después del acabado. Después de este tipo de tratamiento térmico, la dureza de las piezas es mayor y debe estar lo más atrás posible. Generalmente, se disponen después del semiacabado y antes del rectificado.
La disposición general de la posición del proceso de enfriamiento superficial y enfriamiento rápido es básicamente la misma.
La deformación, oxidación y descarburación de las piezas templadas deben eliminarse durante el rectificado, por lo que se debe reservar un margen de rectificado (por ejemplo, para piezas templadas con un diámetro de 200 mm o menos y una longitud de 1000 mm, el margen de rectificado suele ser de 0,35 mm). ~0,75 mm).
Para las piezas templadas en la superficie, para mejorar las propiedades mecánicas del núcleo y obtener la estructura templada superficial de la estructura de martensita de grano fino, a menudo es necesario realizar primero un tratamiento de normalización o templado y revenido. Debido a que la deformación de las piezas endurecidas en la superficie es pequeña, el margen de rectificado también debe ser menor que el de las piezas endurecidas en general.
Para Ejemplo:
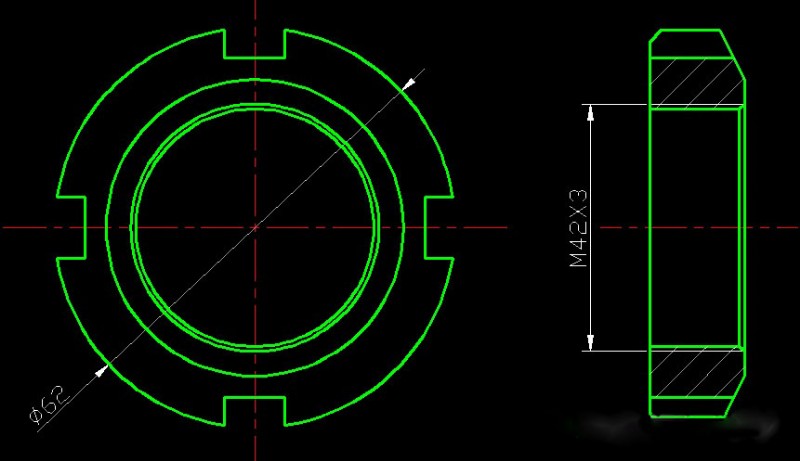
La imagen de arriba es una contratuerca hecha de acero 45, y se requiere que la dureza de la muesca sea HRC35~40. Si la muesca y la rosca interna se procesan y luego se templan y templan como un todo, aunque la dureza de la muesca puede cumplir con los requisitos, la rosca interna se deforma y no se puede garantizar la precisión; si se corta después del tratamiento térmico, la dureza será mayor y la maquinabilidad será deficiente. .
Si el método de tratamiento térmico y la secuencia de procesamiento se cambian a:templado y revenido-procesamiento muesca-muesca alta frecuencia templado-procesamiento rosca interna, se pueden cumplir los requisitos técnicos y se puede reducir la deformación de las piezas.
3. Tratamiento de envejecimiento
El propósito del tratamiento de envejecimiento es eliminar la tensión interna y reducir la deformación de la pieza de trabajo. El tratamiento de crianza se divide en tres categorías:crianza natural, crianza artificial y tratamiento en frío. El tratamiento de envejecimiento generalmente se realiza después del desbaste y antes del acabado. Para piezas con requisitos de mayor precisión, se puede organizar un tratamiento de envejecimiento después del semiacabado. El tratamiento de hielo se organiza generalmente después del tratamiento de templado o después del acabado o al final del proceso.
4. Tratamiento de superficie
Para la anticorrosión de superficies o la decoración de superficies, a veces es necesario recubrir o pavonar la superficie. Este tratamiento superficial se suele disponer al final del proceso.
Lo anterior es el contenido relevante del mecanizado de precisión y la ubicación del proceso de tratamiento térmico, espero que pueda ser útil para usted.
Proceso de manufactura
- Cómo funciona el proceso de CMC
- Principios metalúrgicos en el tratamiento térmico de aceros
- Las diferentes tecnologías de mecanizado de precisión
- Tratamiento térmico de piezas torneadas de precisión
- Certificación NADCAP y cómo se aplica a la industria del mecanizado de precisión
- Tratamiento térmico de piezas mecanizadas de precisión
- Comprender cómo se realiza el proceso de corte
- Comprensión del tratamiento térmico de solución, recocido, nitruración
- Proceso de tratamiento térmico del acero.
- 3 etapas del proceso de tratamiento térmico
- Mecanizado CNC de precisión:los pasos