


Herramienta de inspección de mecanizado-calibrador Vernier
La calidad es la clave del éxito de una empresa. Cualquier industria de mecanizado otorga gran importancia a la calidad del producto. Por lo tanto, la herramienta de inspección del producto es particularmente importante, por lo que hoy les presentaré el pie de rey, la herramienta de inspección básica en la industria del mecanizado.
En este artículo, presentaremos la definición, el método de lectura, el método de almacenamiento y las precauciones de los calibradores vernier. Espero que te ayude.
Definición de calibre a vernier
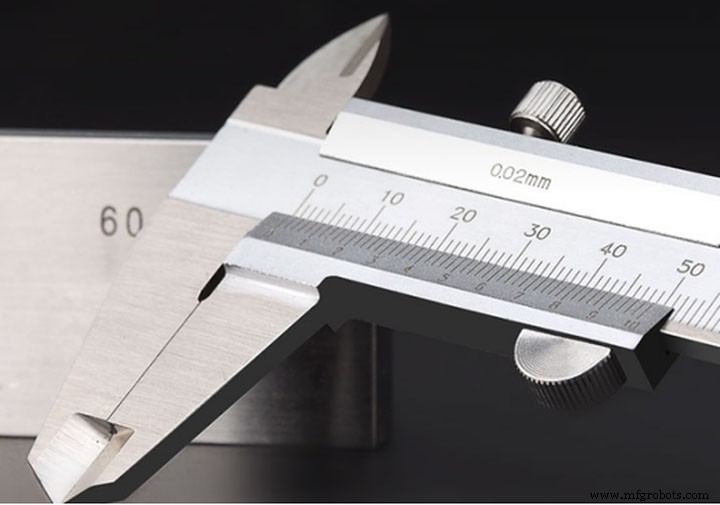
Vernier Caliper (VERNIER CALIPER) es un equipo que se utiliza para verificar y confirmar piezas procesadas en mecanizado de desbaste y semiacabado de mecanizado, y para medir las dimensiones de piezas mecanizadas con grandes tolerancias. Es una herramienta de medición para medir la longitud, el diámetro interior y el diámetro exterior, y la profundidad. El pie de rey incluye una regla principal y un pie de rey deslizante conectado a la regla principal. La regla principal suele estar en milímetros. El vernier tiene 10, 20 o 50 graduaciones. Según las diferentes divisiones, los calibradores vernier se pueden dividir en calibradores vernier de 10 dimensiones, calibradores vernier de 20 divisiones, calibradores vernier de 50 divisiones, etc. El vernier es de 9 mm para 10 divisiones, 19 mm para 20 divisiones y 49 mm para 50 divisiones. Hay dos mordazas de medición móviles en la regla principal y el vernier del calibrador vernier, a saber, la mordaza de medición interna y la mordaza de medición externa. La mordaza de medición interna generalmente se usa para medir el diámetro interno, y la mordaza de medición externa generalmente se usa para medir la longitud y el diámetro exterior. Las lecturas mínimas son Hay dos tipos:0,05 mm y 0,02 mm.
Cómo leer el calibrador Vernier
Cuando se utiliza un pie de rey para medir la talla, la lectura del valor se realiza mediante dos escalas, la regla principal y la regla secundaria (regla vernier).
・La escala de la subescala estándar (escala vernier) es la escala que se obtiene al dividir la escala n-1 de la escala principal en n partes iguales.
・La subregla estándar (Regla Vernier) tiene dos tipos:1/20 y 1/50.
Cómo leer la escala, como se muestra a continuación
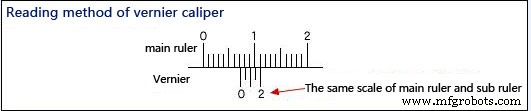
- Lea el valor de escala de la escala principal indicado por la subescala "cero".
→En este momento, debido a que está entre 7 mm y 8 mm, el valor medido debe ser (7+α) mm.
- Encuentra la parte donde la regla principal y la regla secundaria tienen la misma escala.
→En este momento, según la imagen, la línea de la cuarta escala de la subescala es consistente con la escala principal.
- Cuando la escala secundaria del pie de rey es 1/20, porque 1 escala =0,05 mm, multiplique el mismo número de escalas en la escala secundaria por 0,05 para calcular el valor α.
→En este momento, α=0,05×4=0,20 mm
- De acuerdo con lo anterior, 7 mm + 0,20 mm =7,20 mm es el valor fijo de la medida del tamaño.
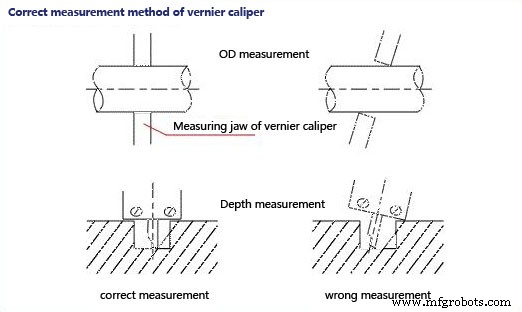
Precauciones durante la medición
・Antes de la medición, asegúrese de que el punto base del pie de rey sea el mismo. Aclarar la precisión del valor cero.
・La parte que sostiene el objeto a medir (las partes interna y externa de la mordaza del pie de rey) debe estar lo más cerca posible de la regla principal.
・La superficie de medición de la pieza de medición (mordazas interna y externa, calibre de profundidad) del pie de rey debe estar correctamente en contacto con el objeto a medir.
・La fuerza de medición no puede ser demasiado fuerte/demasiado débil, y se debe usar una fuerza constante para la medición tanto como sea posible.
・El valor de la escala debe leerse en ángulo recto.
・Después del uso, limpie la suciedad y guárdelo en un lugar donde los cambios de temperatura y humedad sean pequeños para evitar deformaciones.
Almacenamiento M método
Después de usar el pie de rey, límpielo con hilo de algodón. Cuando no se use durante mucho tiempo, límpielo con mantequilla o aceite de motor. Las dos mordazas de medición deben cerrarse y los tornillos de fijación deben apretarse, y luego colocarlo en la caja del calibrador y cubrirlo.
Precauciones:
- El pie de rey es una herramienta de medición más precisa. Debe manejarse con cuidado y no debe golpearse ni dejarse caer al suelo. No lo use para medir objetos ásperos durante el uso, para no dañar la garra de medición y evitar colocarla con la herramienta de corte. Juntos, para no rayar la superficie del pie de rey, debe colocarse en un lugar seco y neutral cuando no esté en uso, lejos de sustancias ácidas y alcalinas para evitar la corrosión.
- Limpie el calibrador antes de medir y verifique si las dos superficies de medición y el borde de medición del calibrador están rectos e intactos. Cuando las dos mordazas de medición encajan bien, no debe haber espacio, y la posición cero del vernier y la regla principal deben estar alineadas entre sí. Este proceso se denomina calibración de la posición cero del pie de rey.
- Al mover el marco de la regla, el movimiento debe ser libre y no demasiado flojo ni demasiado apretado, por no hablar de sacudidas. Al fijar el marco de la regla con el tornillo de fijación, la lectura del calibrador no debe cambiar. Cuando mueva el marco de la regla, no olvide aflojar el tornillo de fijación, y no debe estar demasiado flojo para evitar que se caiga.
- Al medir piezas con calibradores a vernier, no se permite una presión excesiva. La presión debe ser tal que las dos mordazas de medición apenas toquen la superficie de la pieza. Si la presión de medición es demasiado grande, no solo las mordazas de medición se doblarán o desgastarán, sino que las mordazas de medición estarán bajo presión. Produce deformación elástica y hace que el tamaño medido sea inexacto (el tamaño exterior es más pequeño que el tamaño real y el tamaño interior es más grande que el tamaño real).
- Cuando lea en el calibrador a vernier, sosténgalo horizontalmente en la dirección de la luz brillante, de modo que la línea de visión de la persona sea lo más perpendicular posible a la superficie grabada del calibrador, para evitar errores de lectura.
- Para obtener los resultados de medición correctos, puede medir varias veces, es decir, medir en diferentes direcciones en la misma sección de la pieza. Para partes más largas, debe medir en varias partes de la longitud total para obtener resultados de medición más correctos.
Proceso de manufactura
- ¿Qué es el mecanizado VMC?
- Accesorios de inspección - Mecanizado tradicional frente a fabricación aditiva
- Aspectos importantes relacionados con la inspección de calidad del mecanizado CNC
- Los fundamentos del control de calidad y la inspección en el mecanizado CNC
- Aplicaciones de Centros de Maquinado. ¿Modelos y aplicaciones?
- ¿Qué es el mecanizado vertical?
- ¿Qué es el mecanizado CNC de 5 ejes?
- Comprender el calibrador a vernier
- Comprender la inspección de soldadura
- Comprender el proceso de mecanizado no tradicional
- Prototipos