


Cómo crear archivos STL de alta calidad para impresiones 3D
¿Alguna vez ha impreso en 3D una pieza que tenía puntos planos o superficies facetadas donde se suponía que debían haber curvas suaves? ¿O tal vez acaba de ver una imagen de una impresión 3D que parecía pertenecer a un CGI de baja resolución de los años 90? No está solo, y no es culpa de su impresora 3D; el culpable es probablemente la falta de resolución en el archivo STL que se utilizó para crear la pieza.
Hemos recibido muchas preguntas de nuevos usuarios sobre este tipo de características de superficies facetadas en sus partes impresas, por lo que, con el interés de ayudar a todos a obtener las mejores impresiones posibles de su impresora 3D, hemos elaborado esta guía para crear STL de alta calidad que serán excelentes piezas impresas en 3D.
En la guía cubriremos los siguientes aspectos de los archivos STL y la impresión 3D:
- 1. ¿Qué es un archivo STL?
- 2. Por qué son importantes los archivos STL
- 3. Identificación de un STL subóptimo
- 4. Definición de parámetros STL
- 5. Tolerancia de cuerdas / Desviación de cuerdas
- 6. Tolerancia angular / Desviación angular / Desviación normal
- 7. Calidad de malla frente a tamaño de archivo:nuestras recomendaciones
- 8. Configuración de exportación STL por software CAD principal
EE. UU. Estudio de caso del ejército
Lea nuestra historia de éxito de clientes más reciente sobre una importante base de entrenamiento para el Ejército de los EE. UU.
El TL; DR: Exportar geometría CAD con la resolución STL correcta dará como resultado piezas impresas en 3D con la mayor precisión dimensional y acabado superficial, sin ralentizar el proceso de corte.
Nuestra recomendación es comenzar exportando archivos STL con los siguientes parámetros:
- :en binario Formato STL (tamaño de archivo más pequeño que ASCII)
- - Tolerancia / desviación de cuerdas de 0,1 mm [0,004 pulgadas]
- - Tolerancia / desviación angular de 1 grado
- - [Opcional] Longitud mínima del lado del triángulo establecido en 0,1 mm [0,004 pulg.]
Si el tamaño del archivo resultante es superior a 20 MB, recomendamos encarecidamente reducir el tamaño del archivo aumentando los valores de la tolerancia cordal y angular hasta que el tamaño del archivo STL se haya reducido a menos de 20 MB, ya que el tamaño de archivo grande puede ralentizar significativamente los cálculos necesarios para preparar el STL para la impresión 3D. Si su modelo aún contiene puntos planos excesivos con esta configuración, puede intentar disminuir los valores de la tolerancia cordal y angular, con la fuerte recomendación de continuar manteniendo el tamaño del archivo por debajo de 20 MB.
¿Qué es un archivo STL?
Como el tipo de archivo original creado para la impresión 3D de estereolitografía a fines de la década de 1980 (STL proviene de STereoLithography), el formato de archivo STL es efectivamente el estándar de la industria de impresión 3D para importar archivos de modelos 3D en un programa de corte como el software Eiger de Markforged, en preparación para la realidad. Impresión 3D del modelo. Si alguna vez usó una impresora 3D, o diseñó algo para ser impreso en 3D, es casi seguro que ya se ha encontrado con un archivo STL, pero ¿sabía que no todos los STL son iguales? De hecho, es completamente posible diseñar un modelo 3D que cumpla con sus requisitos funcionales y luego generar un archivo STL a partir de ese modelo que producirá piezas fuera de especificaciones.
Los archivos STL simplemente describen un conjunto de triángulos que (generalmente) forman una malla que se aproxima a las superficies continuas de un modelo 3D. Para ser más precisos, un archivo STL contiene una lista de coordenadas tridimensionales, agrupadas en conjuntos de tres junto con un vector normal; cada uno de estos conjuntos de tres coordenadas forma los vértices (puntos de esquina) de un triángulo y el vector es normal , o perpendicular, al plano que está descrito por los tres puntos del triángulo.
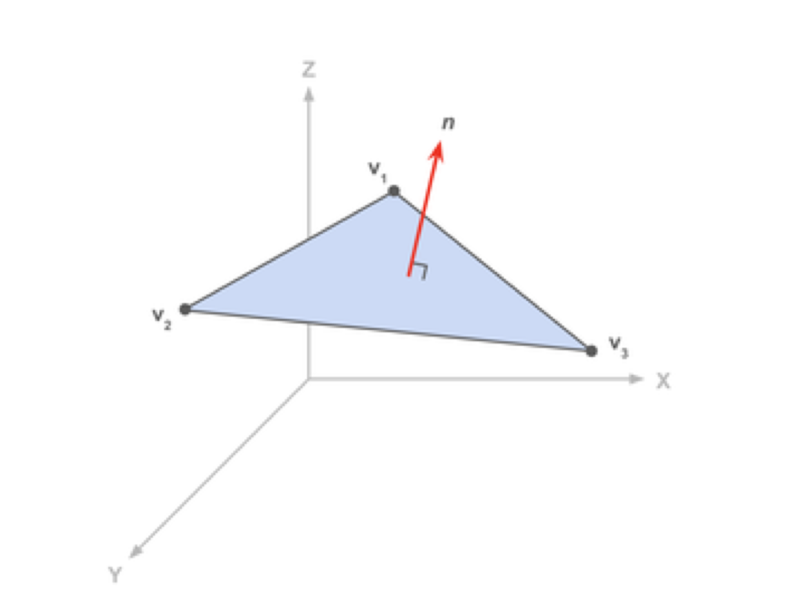
En un archivo STL ASCII (basado en texto), cada triángulo se representa en el siguiente formato, donde el vector normal n está representado por ( n i
n j n k ) y cada vértice v tiene coordenadas tridimensionales ( v x v y v z ):
faceta normal ni nj nk
bucle exterior
vértice v1x v1y v1z
vértice v2x v2y v2z
vértice v3x v3y v3z
endloop
endfacet
Juntos, todos los triángulos (es común tener millones de ellos) forman una malla que puede describir geometría tridimensional, y luego se pueden importar a un software de corte, como la plataforma de software Eiger de Markforged, en preparación para ser impresos en 3D.
Es importante tener en cuenta que los STL destinados a la impresión 3D deben contener una malla o mallas bien formadas que encierren por completo la geometría que desea crear, con cada borde del triángulo conectado exactamente a dos caras (esto a veces se conoce como una variedad STL, o uno sin espacios).
Sin embargo , un archivo STL es simplemente una lista de coordenadas y vectores y no hay ningún requisito en la especificación del archivo STL para tal condición múltiple. Los archivos STL, especialmente los creados directamente a partir de escáneres 3D, a menudo pueden contener geometría no múltiple o superficies incompletas que pueden ser difíciles o imposibles de imprimir en 3D correctamente y pueden causar errores durante el corte.
En general, es mejor exportar sus STL desde el software CAD convencional con capacidades de exportación STL conocidas; casi todo el software CAD de ingeniería comercial moderno y los paquetes de código abierto o aficionados más conocidos entran en esta categoría. Una búsqueda rápida en línea de su software CAD y las "opciones de exportación STL" generalmente lo guiarán en la dirección correcta.
Impresión 3D STL:por qué es importante
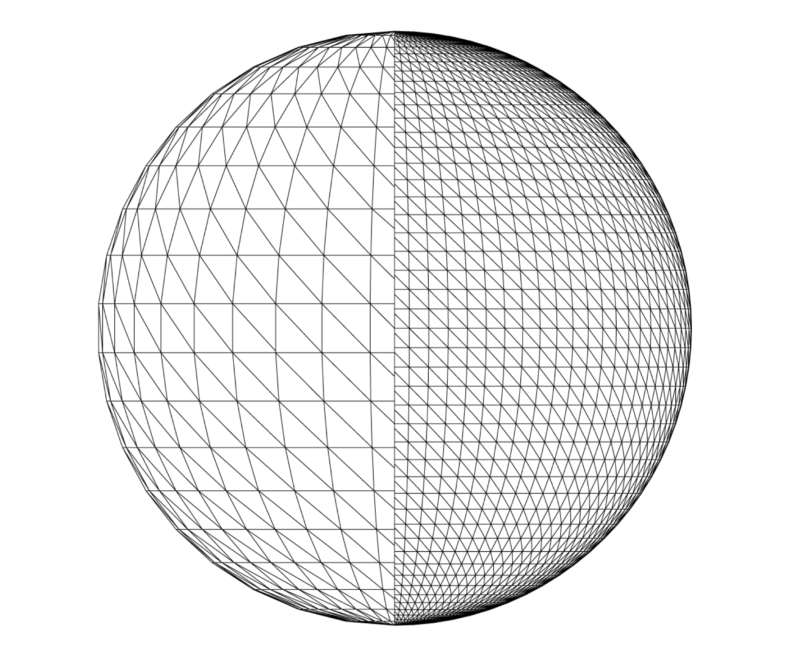
Esa última sección era un poco más geométrica de la que probablemente te interese; sin embargo, lo que es importante para esta discusión es la malla creada por todos estos triángulos. Dado que un triángulo es una forma plana 2D, la colección de triángulos en un archivo STL solo puede replicar perfectamente un modelo 3D que solo se compone de superficies planas, como un cubo, un polígono o realmente cualquier geometría sin superficies curvas, asumiendo que los triángulos en la malla pueden ser más pequeños que la característica más pequeña del modelo. Hablaremos de esa suposición más adelante cuando hablemos de la configuración de exportación STL en CAD.
Sin embargo, muchas piezas de ingeniería tienen al menos algunas superficies curvas, ya sean agujeros, empalmes, radios, revoluciones o curvas más complejas y geometrías orgánicas. Estas características y superficies curvas (no planas) se replicarán mediante una malla de triángulos, por lo que solo se pueden aproximar un archivo STL con distintos niveles de precisión, según la configuración de exportación STL.
¿Necesito actualizar mis archivos STL?
Si está satisfecho con la calidad de sus impresiones 3D y la velocidad a la que se procesan sus respectivos archivos STL en Eiger, felicitaciones, ¡no hay necesidad de cambiar algo que esté funcionando bien! Sin embargo, si tiene problemas, hay dos desafíos principales con los que este artículo puede ayudar, y son el resultado de archivos STL que se han generado con configuraciones de resolución de exportación que son demasiado bajas o demasiado altas. Las características definitorias de los STL de baja resolución son las impresiones 3D con puntos planos en regiones que deberían tener caras suavemente curvadas. Con archivos STL de resolución excesivamente alta, producirá piezas impresas en 3D de gran apariencia, pero los tamaños de archivo grandes conducirán a tiempos de corte prolongados en el software Eiger de Markforged, y pueden hacer que la interfaz de usuario se retrase al ajustar la vista de la pieza en los casos más extremos. casos.
Una de las razones subyacentes por las que el formato STL está tan extendido es su simplicidad, que a su vez ha facilitado que una amplia gama de software de ingeniería y diseño admitan, editen y generen archivos STL a partir de otros formatos de modelos 3D, que luego pueden imprimirse en casi todas las impresoras 3D que existen. Desafortunadamente, una de las principales desventajas de los STL es también su simplicidad:no contienen ninguna información sobre el sistema de unidades (milímetros, pulgadas, pies, etc.) en el que fueron diseñados y no es realmente posible determinar la resolución de un Archivo STL por sí mismo y con qué precisión representa el modelo original a partir del cual se creó.
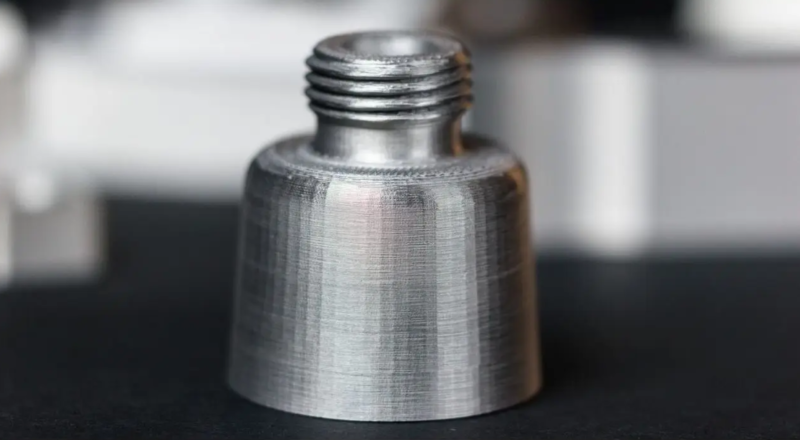
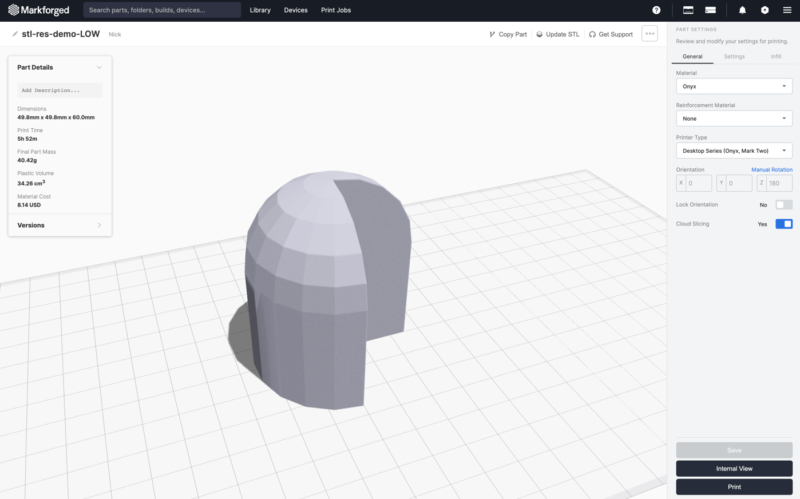
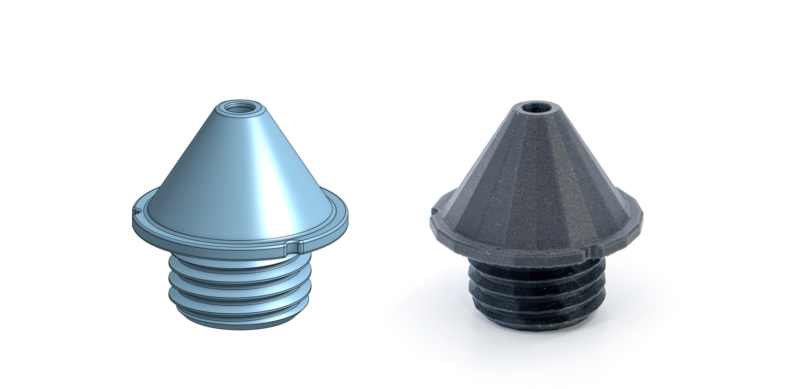
El problema más común con el que se encuentran nuestros usuarios son los archivos STL que son demasiado toscos y se generaron sin una resolución suficiente. El indicador más prominente de esto son los puntos planos y las regiones facetadas de las piezas que fueron diseñadas con curvas suaves, como en la siguiente imagen de una boquilla.
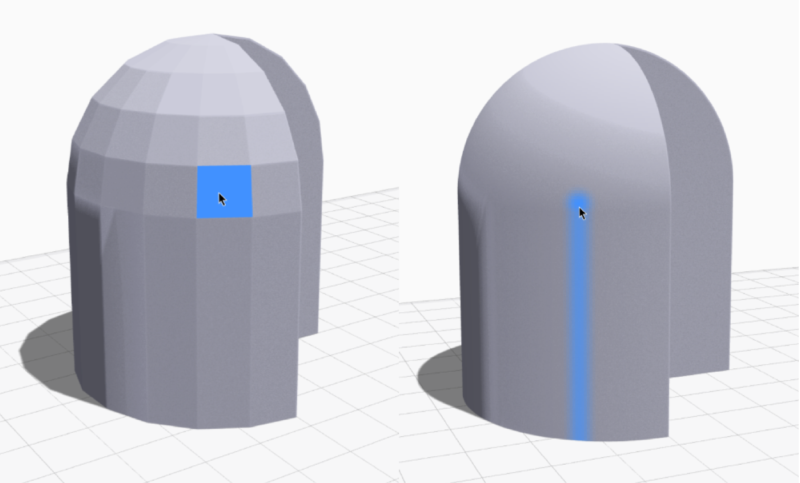
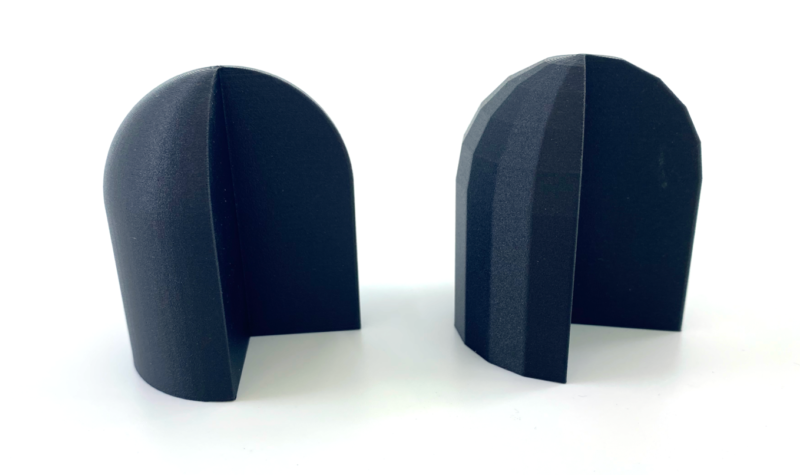
También puede identificar fácilmente esta condición de baja resolución utilizando herramientas integradas en la plataforma de software Eiger de Markforged. Cuando mueve el mouse sobre el modelo de la pieza en el software, Eiger resalta la cara debajo del cursor en azul, así como todas las caras paralelas a él (y dentro de una pequeña tolerancia angular de paralelo). Si puede ver facetas claras y puntos planos en su modelo al resaltar caras con su mouse, probablemente necesite aumentar la resolución de su archivo STL. Si las caras resaltadas se ven "borrosas", con un degradado de color relativamente suave, es probable que la resolución STL sea suficiente para fines de impresión 3D.
En el otro extremo de las cosas, los archivos STL con una resolución demasiado alta pueden ser demasiado grandes para que Eiger los maneje de manera eficiente y pueden ralentizar las operaciones de corte. No hay un límite real (aparte del espacio de almacenamiento disponible en su computadora) sobre qué tan fino puede ser un STL, y es completamente posible crear una malla triangular que tenga longitudes de lados triangulares del orden de nanómetros o más pequeñas (como referencia, un humano promedio el cabello mide unos 75.000 nanómetros). Esta es una resolución demasiado superior a la que puede utilizar su impresora 3D o que es necesaria, por lo que un STL de resolución demasiado alta simplemente ralentiza su flujo de trabajo y le hace perder el tiempo.
A pesar de estas limitaciones, es fácil crear excelentes piezas impresas en 3D si sigue algunas de las mejores prácticas al crear un archivo STL. La configuración de exportación que elija en su software CAD al generar y exportar un STL puede afectar drásticamente la calidad, la precisión dimensional y el acabado de la superficie de su pieza impresa en 3D, por lo que es importante comprender estos parámetros.
Definición de parámetros STL
Cuando exporta un STL desde su software CAD, hay algunos parámetros que controlan la densidad de la malla triangular, que a su vez define la geometría de una pieza. Una forma de pensar en la interacción entre el proceso de exportación y estos parámetros es que su software CAD intenta optimizar para un tamaño de archivo STL pequeño y, por lo tanto, intentará crear la malla más rugosa y de menor resolución posible, pero una o más de las opciones de exportación. Los parámetros que especifique pueden requerir que el software utilice una malla de mayor resolución sobre diferentes características y geometría. Por tanto, un modelo mental útil es considerar estos parámetros de exportación como "forzar" el proceso de exportación a generar una malla más fina y de mayor resolución.
En general, la mayoría del software CAD moderno ofrece a los usuarios la capacidad de controlar al menos dos parámetros de exportación:uno con dimensiones lineales llamado tolerancia cordal (o desviación de acordes ), y uno con dimensiones angulares llamado tolerancia angular (o desviación angular ). El STL resultante debe cumplir todas las condiciones especificadas por la configuración de exportación elegida. Dependiendo de la geometría de una característica específica de su modelo 3D, una de estas configuraciones generalmente será más restrictiva (también conocida como una malla de mayor resolución) que la otra y puede considerarse el parámetro dominante o limitante sobre esa característica. El parámetro de limitación normalmente variará a lo largo de la geometría de una pieza en respuesta a diferentes características. Primero exploraremos estos parámetros y cómo afectan la generación de STL, luego analizaremos cómo configurar estos parámetros en una variedad de paquetes de software CAD importantes.
Tolerancia de cuerdas / Desviación de cuerdas
La tolerancia cordal (o desviación cordal) es un ajuste que controla la precisión dimensional global del STL en comparación con el modelo 3D diseñado. La tolerancia cordal generalmente se especifica como la máxima desviación lineal normal (perpendicular) permitida desde la superficie del modelo 3D diseñado y la cara triangular más cercana del STL resultante, como se ve en la siguiente imagen.
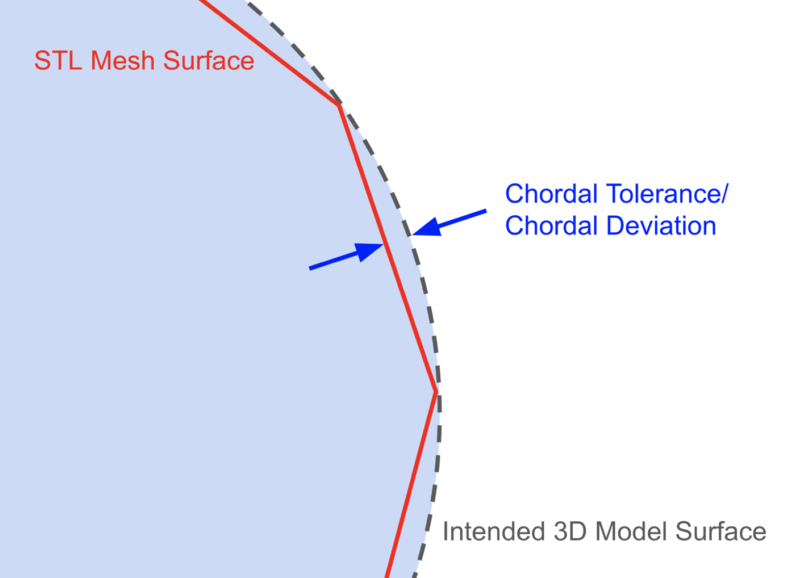
Puede pensar en la tolerancia cordal como el control del error máximo permitido entre el STL generado y el modelo diseñado, en toda la geometría de la pieza. Entonces, como la función de exportación STL en su software CAD está construyendo una malla triangular alrededor de la geometría de su modelo 3D, no puede crear triángulos cuya distancia máxima del modelo 3D exceda la tolerancia cordal que especifique. Suponiendo que la tolerancia de cuerdas es el factor limitante en la resolución de STL, un valor de tolerancia de cuerdas más pequeño resultará en una STL de mayor resolución, con más triángulos y un tamaño de archivo más grande.
Tolerancia angular / Desviación angular / Desviación normal
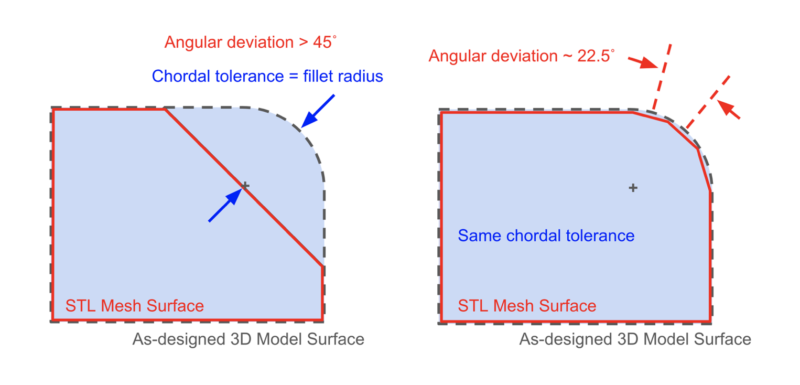
La configuración de tolerancia angular (a veces denominada desviación angular o desviación normal) controla el ángulo máximo permitido entre los vectores normales de dos triángulos vecinos cualesquiera en la malla, y puede considerarlo como un parámetro que 'refina' la malla con mayor resolución más allá de lo que permitiría la tolerancia cordal. Un buen ejemplo de cuándo entra en juego la tolerancia angular es típicamente con superficies curvas pequeñas, como filetes cuyos radios son similares en tamaño a la tolerancia cordal. Sin la configuración de tolerancia angular, estos pequeños empalmes pueden tener puntos planos muy visibles, o convertirse en un chaflán en el caso extremo donde el radio del empalme es igual a la tolerancia cordal como se muestra en el siguiente diagrama.
Si el valor de la desviación angular (medido en grados) se establece lo suficientemente pequeño como para ser el parámetro dominante, obligará al proceso de generación de STL a agregar más triángulos en las regiones de una pieza con curvaturas más pronunciadas, que a menudo son entidades con radios pequeños. Esto, a su vez, "mejorará" la suavidad de estas características en la pieza impresa en 3D resultante más allá de lo que proporcionaría la tolerancia de las cuerdas por sí sola.
Tenga en cuenta que, si bien la desviación angular generalmente se mide en grados (con un valor más bajo que resulta en un modelo de mayor resolución), algunos software CAD especifican la desviación angular como un parámetro adimensional de 'control de ángulo' que varía en valor de 0 a 1, con valores más grandes. especificando una resolución STL más alta alrededor de superficies curvas. Consulte la siguiente sección sobre la configuración de STL por paquete de software CAD principal, o visite el sitio de la base de conocimientos o el soporte técnico de su editor de software CAD específico para obtener más detalles.
Configuración de exportación adicional :Algunos programas CAD pueden ofrecerle configuraciones adicionales más allá de los dos controles principales de tolerancia angular y cordal, que pueden incluir opciones como la longitud mínima o máxima de la faceta del triángulo. En general, estos se usan generalmente para abordar problemas de exportación de STL en casos extremos, y recomendamos dejarlos en los valores predeterminados a menos que tenga una razón específica para querer ajustarlos.
Calidad de malla frente a tamaño de archivo:nuestras recomendaciones
Dado que una malla STL de mayor resolución produce un modelo más suave y preciso, es posible que tenga la tentación de simplemente aumentar la configuración de resolución en su programa CAD a la máxima resolución posible y terminarlo. Sin embargo, aumentar la resolución de la exportación STL también conduce a un aumento en el tamaño del archivo STL, lo que generalmente resulta en tiempos de procesamiento de software más largos, tanto en la generación del archivo STL como en la carga a Eiger, y luego en cortar el STL y prepararlo para Impresión 3d. Pasado cierto punto, la resolución del archivo STL puede superar con creces la precisión de la máquina de su impresora 3D, lo que significa que puede terminar pagando un costo de tiempo por la resolución STL que en realidad no se refleja en sus piezas impresas.
Nuestra mejor práctica recomendada es elegir la configuración de exportación de STL para que sea un equilibrio entre una resolución de alta calidad que cumpla con sus requisitos funcionales y un tamaño de archivo que pueda procesarse rápidamente en Eiger. La experiencia ha demostrado que las siguientes configuraciones son un punto de partida útil:
- - Binario Formato STL (tamaño de archivo más pequeño que ASCII)
- - Tolerancia / desviación de cuerdas de 0,1 mm [0,004 pulgadas]
- - Tolerancia / desviación angular de 1 grado
- - Longitud lateral mínima de 0,1 mm [0,004 pulgadas]
Si el tamaño del archivo resultante es significativamente superior a 20 MB, recomendamos encarecidamente reducir el tamaño del archivo aumentando los valores de la tolerancia cordal y / o angular hasta que el tamaño del archivo STL se haya reducido a menos de 20 MB, ya que el tamaño de archivo grande puede ralentizar las operaciones de procesamiento involucradas en la preparación del STL para la impresión 3D. Sin embargo, debe sentirse libre de experimentar con diferentes tamaños de archivo, ya que su tolerancia a los diferentes niveles de resolución STL y los tiempos de procesamiento del software es una preferencia personal.
Configuración de exportación STL mediante varios software CAD
Intentamos obtener una muestra representativa de los principales paquetes de software de CAD, pero no siempre fue fácil encontrar capturas de pantalla en línea, si es un representante de un proveedor de CAD que nos perdimos y le gustaría estar en esta lista, o cree que representamos incorrectamente cómo se deben configurar estos parámetros, envíenos una nota a través de nuestra página de contacto y lo haremos bien.
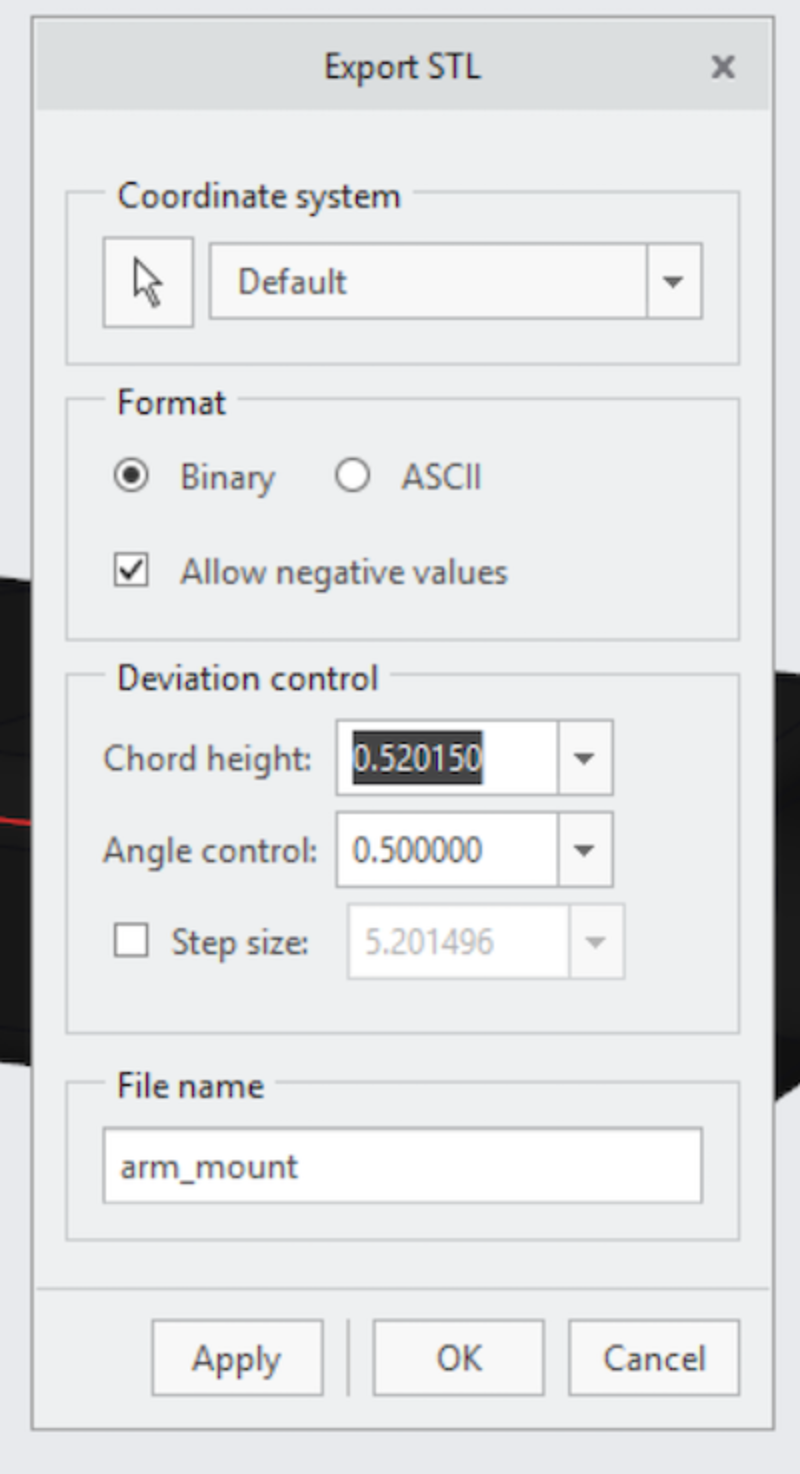
Creo (PTC)
Con Creo, es importante tener en cuenta que el parámetro 'Control de ángulo' que se ve a continuación no ajusta la desviación angular máxima en grados, sino que es una medida sin unidades de refinamiento de la desviación angular más allá del radio que se crearía con la 'Altura de cuerda' ( tolerancia cordal). El valor del parámetro 'Control de ángulo' puede oscilar entre 0,0 y 1,0. Puede leer más sobre el parámetro 'Control de ángulo' aquí. Recomendamos la siguiente configuración como punto de partida:
- - Formato STL:binario
- - Altura de la cuerda:0,1 mm [0,004 pulg.] (Nota:esta es la tolerancia de la cuerda)
- - Control de ángulo:0,25
- - Deje "Longitud máxima del borde" y "Relación de aspecto" en sus valores predeterminados
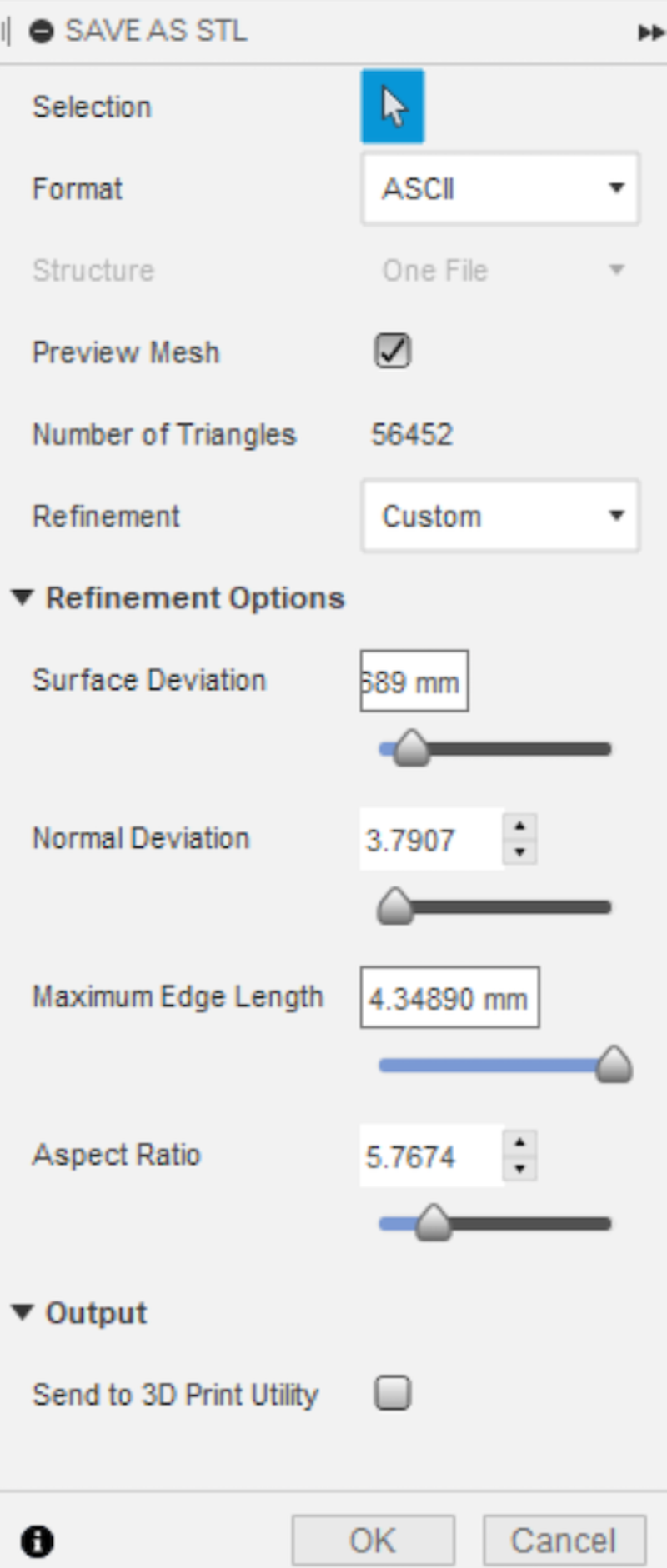
Fusion 360 (Autodesk)
Fusion 360. Recomendamos la siguiente configuración como punto de partida:
- - Formato STL:binario
- - Desviación de la superficie:0,1 mm [0,004 pulg.] (Nota:esta es la tolerancia cordal)
- - Desviación normal:1 grado (Nota:esta es la desviación angular)
- - Deje "Longitud máxima del borde" y "Relación de aspecto" en sus valores predeterminados
NX (Siemens)
Recomendamos la siguiente configuración como punto de partida:
- - Tipo de archivo de salida:binario
- - Tolerancia cordal:0,1 mm [0,004 pulg.] (Nota:las unidades aquí las establecen las unidades de su documento)
- - Tolerancia angular:1 grado
Onshape (PTC)
Recomendamos la siguiente configuración como punto de partida:
- - Formato STL:binario
- - Desviación angular:1 grado
- - Tolerancia de cuerdas:0,1 mm [0,004 pulgadas]
- - Ancho mínimo de faceta:0,1 mm [0,004 pulgadas]
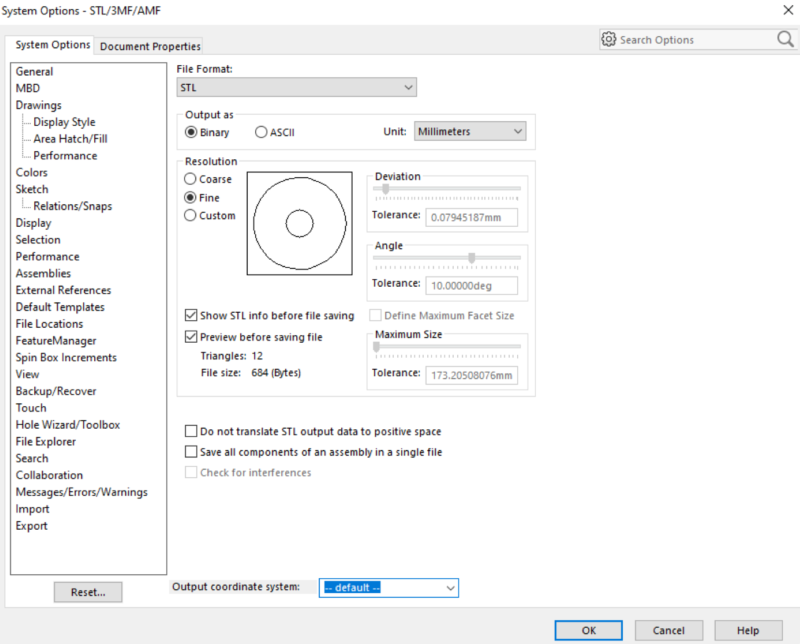
SOLIDWORKS (Dassault Systèmes)
Recomendamos la siguiente configuración como punto de partida:
- - Formato STL:binario
- - Resolución:personalizada
- - Desviación:0,1 mm [0,004 pulg.] (Nota:este parámetro es la tolerancia de cuerda / desviación de cuerda)
- - Ángulo:1 grado
- - Deje sin marcar "Definir tamaño máximo de faceta"
Impresión 3d
- Aprovechar al máximo sus archivos STL
- Manejo de archivos C
- Cómo crear un banco de pruebas controlado por Tcl para un módulo de bloqueo de código VHDL
- Herramientas de alta calidad para compuestos termoendurecibles
- Creación de archivos STL multicuerpo para impresión 3D
- Introducción a los archivos STL
- Manejo de archivos C++:cómo abrir, escribir, leer y cerrar archivos en C++
- Manejo de archivos de Python:cómo crear un archivo de texto, leer, escribir, abrir
- C - Archivos de encabezado
- ¿Cómo generar un archivo de código G con ArtCAM para una máquina CNC?
- Sirviendo archivos estáticos con Go