


Fundición a presión frente a moldeo por inyección:una comparación detallada
En diversas industrias, la fundición a presión y el moldeo por inyección son dos de los procesos de fabricación más utilizados. La producción de muchos materiales que usamos en el hogar, en oficinas y otros establecimientos utilizan cualquiera de estas técnicas. Por ejemplo, los juguetes y el fregadero de la cocina de su hijo se fabrican con moldeo por inyección y fundición a presión, respectivamente.
Si bien estos procesos son bastante similares, existen algunas diferencias entre ellos. Probablemente ya tengas muchas preguntas. ¿Cual es mejor? ¿Que es más barato? O algo completamente diferente. No se preocupe. Siga leyendo mientras analizamos en detalle la comparación entre la fundición a presión y el moldeo por inyección.
Fundición a presión
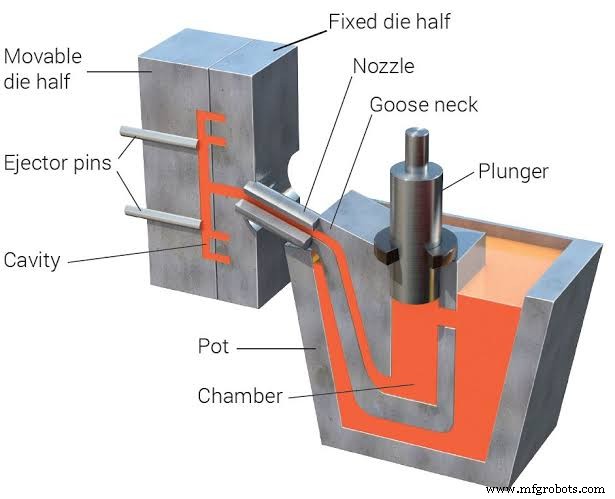
La fundición a presión es el proceso de fabricación que implica la fundición de metal bajo una fuerza extrema. El proceso consiste en calentar metales en su forma fundida. Luego, el metal licuado se vuelve a moldear en condiciones de alta presión. Este proceso ha sido conocido por el hombre durante mucho, mucho tiempo. Ya a mediados del siglo XIX.

Dado que los metales están en forma fundida durante este proceso, la fundición a presión es adecuada para fabricar piezas geométricamente complejas. El equipo necesario para el método incluye una máquina de fundición a presión con un horno incorporado o separado, donde la materia prima, el metal, se calienta hasta convertirse en líquido. El metal suele ser aluminio, zinc o cobre, esencialmente metales no ferrosos.
Proceso:pasos involucrados en la fundición a presión
Debido a la alta presión involucrada en el proceso de fundición a presión, a veces nos referimos a ella como fundición a presión a alta presión. Hay esencialmente cuatro pasos involucrados en este proceso.
Paso 1:Preparación del troquel
Rocíe la cavidad del molde con un lubricante. La lubricación ayuda a regular la temperatura dentro de la matriz y facilita la eliminación de la fundición. Después de la lubricación, el troquel está listo para usar. Cierra el molde.
Paso 2:Relleno
Después de cerrar el molde, el metal fundido se inyecta en la matriz a alta presión. La condición de alta presión se mantiene a medida que el metal líquido se enfría rápidamente, tomando la forma de la matriz.
Paso 3:Enfriamiento
Sumerja (o rocíe) agua para acelerar el enfriamiento.
Paso 4:Expulsión
Una vez que el molde esté frío, abra los troqueles para expulsar y recoger cada tiro. Los tiros no son lo mismo que los castings. Una matriz puede contener más de una cavidad de molde. Cada cavidad da lugar a coladas individuales. Todas las piezas fundidas de una cavidad de molde se conocen como disparos.
Ventajas del proceso de fundición a presión
Hay muchos beneficios que los fabricantes pueden obtener al utilizar la técnica de fundición a presión. Es fundamental conocer estos beneficios ya que ayudan en la toma de decisiones durante el proceso de fabricación. Algunas de las ventajas incluyen:
- La fundición a presión permite un proceso de producción suave, fácil y rápido.
- Es un proceso altamente eficiente que reduce la necesidad de otras operaciones secundarias.
- Los productos de fundición a presión son altamente reproducibles. Permite la producción en masa de duplicados exactos y aporta originalidad.
- Las piezas geométricamente complejas son fáciles de fabricar con la precisión y exactitud adecuadas.
- Los productos de fundición a presión tienden a tener un buen acabado superficial. Por lo tanto, se reduce el costo del acabado adicional.
- Los productos son muy duraderos. Su tolerancia adquirida durante la producción es una de las razones de esto.
Desventajas de la fundición a presión Proceso
Como era de esperar, un proceso de fabricación con sus beneficios también tendría algunas limitaciones. Algunas de las desventajas de la fundición a presión son:
- La fundición a presión se limita a metales y aleaciones de punto de fusión relativamente bajo. Por lo tanto, este método no es ideal para aleaciones como el acero con puntos de fusión altos.
- Es un proceso de producción costoso para las empresas de fabricación a pequeña escala.
- No es ideal para piezas grandes.
- Si no se hace con las precauciones necesarias, el aire puede quedar atrapado, lo que lleva a la porosidad del metal.
Moldeo por inyección
El moldeo por inyección es bastante similar a la fundición a presión, con la diferencia significativa del material utilizado. El moldeo por inyección de plástico utiliza plásticos y otros polímeros. Es quizás el proceso de fabricación más común adoptado para la fabricación de plásticos. Los polímeros comúnmente utilizados son polietileno, ABS, nailon, polipropileno, TPU, etc.
El proceso de moldeo por inyección consiste en fundir plásticos en la máquina de moldeo por inyección. Luego, los plásticos pasan a la cavidad del molde en este estado fundido, generalmente de aluminio. Durante el proceso de moldeo por inyección, la resina plástica se enfría y solidifica, tomando la forma del molde utilizado. Por lo tanto, necesita una máquina de moldeo por inyección, material plástico y un molde para llevar a cabo este proceso.

El moldeo por inyección de plástico puede crear virtualmente cualquier cosa hecha de plástico y sus polímeros. Además, se utiliza para fabricar piezas de plástico de paredes delgadas, que se utilizan para otros fines. La más común de ellas es la carcasa de plástico utilizada para producir diversos productos de plástico, como electrodomésticos, piezas aislantes de productos electrónicos, tableros de instrumentos de automóviles, etc.
Proceso:Pasos involucrados en Moldeo por inyección
Los procesos son prácticamente los mismos que los del moldeo por inyección de aluminio. Aunque aparte de las materias primas, existen otras diferencias sutiles. Los discutiremos más adelante. Dicho esto, ¿cómo funciona el moldeo por inyección? A continuación se detallan los procesos a seguir en la fabricación de piezas de plástico mediante la técnica de moldeo por inyección.
Paso 1:Preparación del molde
Prepare el molde para el proceso de moldeo por inyección lubricándolo. Rocíe el molde con un lubricante ideal. La lubricación del molde ayuda a regular la temperatura dentro del molde y permite una fácil expulsión de los productos después del moldeado.
Paso 2:Relleno
Pasar los materiales plásticos licuados (fundidos) a los moldes de aluminio a alta presión. Mantenga las condiciones de alta presión del molde a medida que el plástico fundido se enfría y toma la forma del molde.
Paso 3:Enfriamiento
Rocíe (o sumerja) el molde con (en) agua para acelerar el proceso de enfriamiento.
Paso 4:Expulsión
Procede a abrir el molde una vez que se haya enfriado. Expulse y recoja su producto cuando haya completado el proceso de inyección. Si es necesario, el fabricante puede realizar otras operaciones de procesamiento como el acabado.
Ventajas del moldeo por inyección
Para uno de los procesos de fabricación más utilizados en la fabricación de piezas de plástico, esperaría que tuviera muchos beneficios. Si crees que sí, estás en lo cierto. A continuación se presentan algunos de los beneficios notables de la técnica de moldeo por inyección de plástico.
- El moldeo por inyección es muy flexible. Admite varios tipos de plásticos, resinas y otros polímeros.
- El proceso es muy eficiente y da lugar a productos con un acabado suave y fino.
- Es un proceso de fabricación rápido, especialmente si tiene la intención de producir una gran cantidad de productos.
- Es un proceso rentable. Se necesita menos mano de obra y casi cero desperdicio de recursos.
- La adición de rellenos en el molde aumenta la resistencia de los productos.
- Si se hace correctamente, manteniendo todas las precauciones necesarias. Espere los productos obtenidos de primera calidad.
Desventajas del moldeo por inyección
Antes de fabricar sus productos con esta técnica, debe conocer sus deficiencias, que incluyen:
- El costo de las operaciones puede ser alto, especialmente cuando se trata de comprar el equipo necesario.
- El tiempo de configuración del equipo puede ser largo. La complejidad de la máquina y la exigencia imprescindible de despojarla de todos los restos de materiales anteriores son razones.
- Las precauciones a seguir para garantizar el mantenimiento de una alta calidad pueden ser engorrosas.
Fundición a presión frente a moldeo por inyección :Comparando sus diferencias
Anteriormente mencionamos que existen otras diferencias entre la fundición a presión y el moldeo por inyección además de los materiales utilizados. Analicemos estas diferencias bajo los siguientes encabezados.
Capacidades de proceso
Si lee los procesos de cada método como se mencionó anteriormente, notará que son básicamente iguales, incluido cada paso. Sin embargo, la materia prima utilizada y las condiciones físicas de ambas técnicas difieren.
Es vital regular la temperatura en el moldeo por inyección de plástico. La temperatura del cilindro, la temperatura de la boquilla y el molde son diferentes. Una temperatura inadecuada o excesiva provocará defectos en el producto.

La temperatura del barril suele oscilar entre 300 y 800 °F, mientras que la de los moldes es más baja y debe regularse bien. Pasar agua alrededor del molde es una buena forma de regular la temperatura. La temperatura del molde oscila entre 150 y 350 °F. En la fundición a presión, la regulación de la temperatura no es tan importante. La temperatura del molde podría llegar a los 700 °F.
La presión es otra área. La presión a la que el metal fundido llena la cavidad está entre 15 y 100 MPa. Para el moldeo por inyección de plástico, la presión es específica para el tipo de plástico.
Precisión y Tolerancias
La aleación de metal utilizada en la fundición a presión determina la tolerancia de la pieza producida. Cada metal tiene una clasificación de tolerancia estándar. Por supuesto, el tamaño y la funcionalidad son factores para ello. Sin embargo, los materiales fundidos a presión tienden a tener una alta tolerancia con una precisión increíblemente alta.
Como regla general, una tolerancia más estricta conduce a productos de mayor precisión. Sin embargo, es mejor seguir los estándares de tolerancia industrial al fabricar productos mediante el proceso de fundición a presión. Los productos de fundición a presión tienden a tener mayor precisión y tolerancia que los producidos por moldeo por inyección de plástico.

No es suficiente producir piezas de alta precisión mediante moldeo por inyección. En su lugar, utilice la fundición a presión u otros procesos de fabricación como el mecanizado. En tolerancia de moldeo por inyección del producto es fundamental cuando se trata de piezas o productos de gran tamaño.
Materiales Diferencias
La fundición a presión utiliza metales y aleaciones como materia prima. Por otro lado, el moldeo por inyección tiene una gama más amplia de opciones de materiales. Aparte del moldeo por inyección de plástico, donde los plásticos, las resinas y otros polímeros son las materias primas, existen otras formas de moldeo por inyección donde los metales son las materias primas.

El moldeo por inyección de acero y aluminio son ejemplos típicos de metales y aleaciones que se utilizan como materia prima para este popular proceso de fabricación. Es una indicación de que el moldeo por inyección es un proceso más amplio con más opciones de materiales.
Opciones de acabado de superficies
Con frecuencia, decimos que el proceso de fabricación no está completo hasta que se termina. Sin embargo, los productos finales de fundición a presión tienden a tener un buen acabado superficial. Es una de las ventajas de este proceso. El acabado adicional realizado es simplemente por estética. Los acabados en moldeo por inyección tampoco son obligatorios. De nuevo, sin embargo, se hace con más frecuencia que en la fundición a presión.
Las opciones de acabado de superficies para fundición a presión incluyen anodizado, recubrimiento en polvo, película química, chapado en oro, impregnación, etc. Estos acabados son principalmente para aumentar la estética, la durabilidad, el espesor y la resistencia mecánica y química. Los acabados para moldeo por inyección se pueden agrupar en cuatro amplias categorías:desgasificación, desbarbado, limpieza y decoración.

La eliminación implica la eliminación de protuberancias e intrusiones que normalmente desfigurarían la forma de nuestro producto. Estas protuberancias son lo que llamamos puertas. El desbarbado elimina el producto de todos los demás excesos del proceso de moldeado. Los acabados ayudan a mejorar la forma (o forma) del producto. La limpieza ayuda a garantizar que el producto esté impecable:no más materiales plásticos que sobresalgan o se extiendan. Luego podemos proceder a la decoración, especialmente cuando queremos aumentar la estética de nuestro producto.
Aplicaciones Diferencias entre moldeo por inyección y fundición a presión
La fundición a presión es ideal para fabricar piezas de tamaño mediano y pequeño con detalles intrincados. Se utiliza para fundir productos industriales y comerciales como grifos, automóviles, artículos de ferretería, lavabos, engranajes, etc. Siempre que las piezas metálicas no sean demasiado grandes, la fundición a presión es su elección ideal.
El moldeo por inyección es la técnica más utilizada para producir sustancias a partir de plásticos. A diferencia de la fundición a presión, es adecuada para la producción de objetos grandes. Se utilizan para crear cosas como juguetes para niños, peines para el cabello, carretes de alambre, piezas mecánicas, mesas de plástico y muchos otros productos de plástico.
Costos de herramientas y fabricación
Los costos totales de fundición a presión consisten en mano de obra y equipo. Dado que el proceso involucra menos mano de obra, el costo es esencialmente un factor de las herramientas y equipos necesarios para llevar a cabo la operación. Para la fundición a presión de alta precisión, el costo de las herramientas es alto. De hecho, se encuentran entre los más altos de todos los procesos de fabricación de primer nivel.
Durante el proceso de producción, los componentes de acero del troquel son propensos a la erosión del troquel y pierden sus bordes afilados. Los detalles finos también tienden a perder agudeza. Todo esto se suma a más costos de herramientas. Quiere que su producto esté en perfecto estado. Ajustar los diseños a algo simple es una forma de reducir los costos de herramientas.
El moldeo por inyección, por otro lado, es relativamente más barato. Factores que afectan los costos de moldeo por inyección incluir la materia prima y la complejidad de la pieza. Sin embargo, reducir la complejidad del diseño y usar acabados solo cuando sea necesario son formas de reducir el costo.
El costo de fabricar un producto unitario usando inyección de plástico es mucho más económico en comparación con la fundición a presión. En particular, es uno de los procesos de fabricación más rentables. La parte emocionante es que cuanto mayor sea la cantidad de unidades que produzca, el costo de producción será relativamente más bajo. Como en muchos otros procesos de producción, el costo inicial parece alto. Sin embargo, una vez que tiene la máquina y los materiales, es asequible.
Fundición a presión frente a moldeo por inyección:comparación de sus moldes
Aunque ambos procesos funcionan de manera similar, existen diferencias entre los moldes de fundición a presión y los moldes de inyección. Vea a continuación para obtener más detalles.
- El molde de fundición a presión requiere una alta presión de inyección, por lo que debe ser relativamente grueso para evitar la deformación y el agrietamiento después del tratamiento térmico.
- El molde de fundición a presión debe descomponer la alta presión del flujo de material mediante el uso de un cono de desvío, ya que la compuerta es diferente a la del molde de inyección.
- La cavidad del molde de fundición a presión alcanzará una temperatura muy alta (más de 700 grados) durante la fundición a presión, por lo que no es necesario apagarla. Pero los moldes de inyección deben enfriarse.
- Las herramientas de fundición a presión son altamente corrosivas, por lo que su superficie suele recibir tratamiento.
- Para expulsar el gas de un molde de fundición a presión, debe abrir la ranura de escape y la bolsa de recolección de escoria. Mientras que el molde de inyección solo necesita pasadores eyectores y una superficie de separación.
Fundición a presión frente a moldeo por inyección:¿Qué proceso es mejor para usted?
Al leer este artículo hasta ahora, probablemente haya notado que ambas técnicas de fabricación son excelentes opciones. Las preguntas a responder ahora incluyen:¿qué proceso es el mejor para mí? ¿Cuál es más efectivo? En realidad, no es tan difícil como parece.
Dicho esto, al elegir entre moldeo por inyección de plástico o fundición a presión. Lo primero es observar la funcionalidad de la pieza que pretende fabricar. Simplifica el proceso de selección. A continuación, yuxtapone los pros y los contras de cualquiera de los métodos a la funcionalidad de la pieza. Entonces puede decidir fácilmente qué técnica es mejor.
La fundición a presión no es ideal para materiales con alta fluidez bajo alta presión. Además, cuando fabrique piezas de gran tamaño, use moldeo por inyección. Sin embargo, cuando se fabrican piezas de alta complejidad que requieren alta precisión y exactitud. Entonces es una obviedad. Ir con fundición a presión. Es la mejor opción para tales productos.
Hay momentos en que ambos procesos son lo suficientemente buenos para nuestro producto previsto. Entonces podemos ver las restricciones presupuestarias, especialmente cuando se trata de minimizar los costos. Recuerde, el moldeo por inyección es relativamente más barato que la fundición a presión. Sin embargo, la elección es en última instancia suya, el fabricante, ya que ambas son excelentes opciones.
RapidDirect:su proveedor líder de servicios de moldeo por inyección y fundición a presión
El conocimiento del proceso, la ventaja de cada uno y las diferencias entre cualquiera de los procesos de fabricación no son suficientes. ¡Es muy importante trabajar con el socio de fabricación adecuado!
RapidDirect es el proveedor líder de servicios de fundición a presión y moldeo por inyección. Contamos con técnicos altamente capacitados y conocedores que tienen un vasto conocimiento de estas y otras tecnologías relacionadas. Ofrecemos servicios de primer nivel y piezas de fundición a presión de alta calidad y piezas de moldeo por inyección a precios competitivos para nuestros clientes en un tiempo de entrega rápido. En poco tiempo, entregamos calidad.
Además, somos una empresa certificada ISO 9001:2015. Por lo tanto, tenga la seguridad de que todos nuestros materiales y técnicas son de la mejor calidad. Después de todo, no esperaría menos de una empresa líder en la industria. También puede comunicarse con nosotros para obtener sugerencias profesionales que lo ayudarán a mejorar sus diseños.
Conclusión
Las numerosas comparaciones entre la fundición a presión y el moldeo por inyección muestran que ambos procesos son excelentes opciones para fabricar productos de la más alta calidad. Después de todo, son dos de las técnicas más utilizadas por muchas industrias manufactureras del mundo. Ambos métodos tienen beneficios sobre el otro. Comprender los procesos y los pros y los contras de cualquiera de los métodos facilita la elección de las técnicas a utilizar.
Esta elección debe depender de lo que pretenda producir. Algunos dicen que la fundición a presión produce productos superiores. Sin embargo, el moldeo por inyección de plástico también ofrece productos de primera calidad a partir de plástico. Todo depende de lo que usted, el fabricante, desee.
Preguntas frecuentes sobre el moldeo por inyección de plástico frente a la fundición a presión
¿Cuál es la diferencia entre el moldeo por inyección de metal y la fundición a presión?Estas dos técnicas, el moldeo por inyección de metal (MIM) y la fundición, son aún más similares que el moldeo por inyección de plástico y la fundición, ya que ambos utilizan metales. Sin embargo, utilizan diferentes tipos de metales. La fundición a presión utiliza esencialmente aluminio, zinc y algunos otros metales no ferrosos. El moldeo por inyección de metal aprovecha el acero y algunas otras aleaciones MIM.
¿Cuál es la diferencia entre un troquel y un molde?Los troqueles y los moldes son herramientas de modelado. La forma de la matriz y el molde utilizados es la forma que adoptan nuestros productos en la fundición a presión y el moldeo por inyección, respectivamente. Los troqueles ayudan a dar forma a aleaciones y metales fundidos, mientras que los moldes dan forma a resinas fundidas u otros polímeros plásticos.
¿Cuál es la diferencia entre la fundición a presión y la fundición en arena?Estos dos son otro proceso de producción bastante similar. Sin embargo, la diferencia no está en los materiales utilizados, sino en los materiales que componen los moldes. La fundición a presión utiliza un molde de metal (a menudo de acero), mientras que la fundición en arena, como su nombre indica, utiliza un molde de arena. Eso lo convierte en un proceso de fabricación más económico. Sin embargo, la fundición a presión es una técnica de producción más rápida.
Resina
- ¿Qué es el moldeo por inyección de metal?
- 5 datos curiosos sobre la fundición a presión
- Guía de moldeo por inyección de bajo volumen
- Tutorial de moldeo por inyección:vídeos
- Fundición a presión frente a moldeo por inyección
- Proceso de moldeo por inyección
- ¿Cuándo es más adecuada la fundición al vacío que el moldeo por inyección?
- Comprender la fundición a presión
- Moldeo por inyección de vidrio
- Mecanizado CNC frente a moldeo por inyección
- ¿Qué es la arena de moldeo?