


Tratamiento superficial para la unión adhesiva:compuestos termoendurecibles frente a compuestos termoplásticos
El tratamiento de la superficie, que implica algún método de tratamiento, abrasión o limpieza de la superficie de una pieza o material, puede ser esencial para lograr las propiedades necesarias para una unión adhesiva, un recubrimiento o incluso una pintura con éxito. Sin embargo, algunos métodos son más efectivos que otros para ciertos materiales.
Según Giles Dillingham, director ejecutivo y científico jefe de BTG Labs (Cincinnati, Ohio, EE. UU.), El tratamiento de la superficie de los materiales para unir, revestir o sellar debe lograr tres cosas:
- Limpieza: Esto significa reducir la cantidad de contaminantes perjudiciales en la superficie a un nivel en el que se logre un contacto íntimo (nivel molecular) del adhesivo con la superficie. Cualquier cosa que se interponga en el camino de este contacto es un contaminante que debe eliminarse o reducirse a un nivel no amenazante mediante cualquier número de técnicas de limpieza.
- Activación: La superficie limpia debe ser lo suficientemente activa químicamente para formar enlaces químicos primarios o secundarios con el adhesivo. Una superficie limpia que es químicamente inerte no puede formar los enlaces químicos necesarios para una adhesión estructural fuerte y confiable.
- Estabilización: La superficie debe ser resistente a la degradación (generalmente esto significa oxidación) cuando se expone al entorno de servicio. Es necesario mantener la limpieza y la actividad química de la superficie hasta que se lleve a cabo la operación real de unión o recubrimiento.
La importancia relativa de estos tres aspectos del tratamiento superficial depende de la clase de material que se esté considerando, según Dillingham. Por ejemplo, los metales tienen energías superficiales muy altas, lo que significa que las superficies son altamente reactivas químicamente y se contaminan rápidamente. El tratamiento de superficies para metales se enfoca en limpiar y crear un óxido estable. Para los materiales compuestos, se necesita un enfoque diferente para lograr una unión y un recubrimiento exitosos, porque los polímeros termoendurecibles y termoplásticos tienen energías superficiales relativamente bajas y, por lo tanto, no contaminan tan fácilmente como los metales y son relativamente estables durante la exposición ambiental. Sin embargo, estas mismas características hacen que sea menos probable que los adhesivos se adhieran a los materiales compuestos. Como resultado, el tratamiento de la superficie de los materiales compuestos generalmente se enfoca en el segundo factor mencionado anteriormente:aumentar la energía de la superficie para que se pueda formar una unión fuerte con un adhesivo.
Determinación de la energía superficial

Aunque generalmente son bajas, las energías superficiales pueden variar en diferentes materiales y piezas compuestas, y los tratamientos superficiales varían en consecuencia. Según Dillingham, la capacidad de medir de forma rápida y cuantitativa la energía superficial de un objeto o material es el primer paso importante para diseñar, implementar o comprender el tratamiento de superficie correcto.
Hay varios enfoques para probar la energía superficial; Una técnica popular que BTG Labs utiliza a menudo consiste en medir el ángulo de contacto formado por una gota de fluido sobre la superficie de prueba. En este método, si el líquido forma gotas al entrar en contacto con la superficie, esto indica que no está siendo atraído hacia la superficie. Probablemente, un adhesivo o pintura tampoco se sentirán fuertemente atraídos por esta superficie, y la adherencia será pobre. La contaminación es una de las causas por las que una superficie repele una gota de líquido de esta manera.
Sin embargo, si el líquido se esparce fácilmente en lugar de formar gotas, esto indica que la superficie está atrayendo el líquido con fuerza. Una superficie de este tipo tiene una alta energía química y, en general, se adherirá bien a un adhesivo. Dillingham señala que la contaminación con un tensioactivo, como el jabón, también hará que los líquidos se esparzan sobre una superficie, pero que la humectación inducida por el tensioactivo se puede distinguir fácilmente por la velocidad a la que se esparce el líquido.
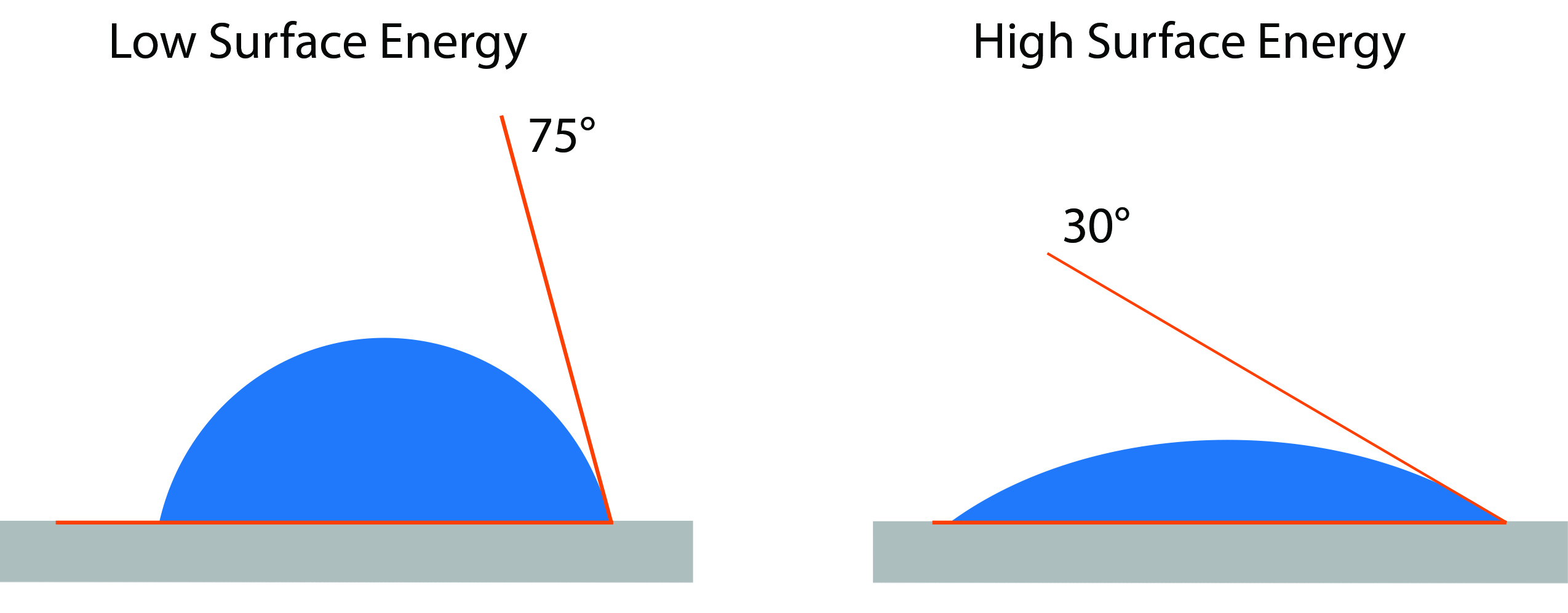
El ángulo entre una gota de líquido y la superficie, en otras palabras, el ángulo de contacto (ver imagen a la izquierda), le da un valor a la atracción de la superficie por el líquido. Hay varios factores que determinan cuál debe ser el ángulo de contacto objetivo para una buena unión adhesiva en una superficie determinada, incluido si la adhesión se está evaluando mediante una junta de cizalla traslapada o una viga en voladizo doble (DCB). Generalmente, los ángulos de contacto bajos (de 0 grados a ~ 30-40 grados) indican una superficie limpia y de alta energía que establecerá una buena adhesión a los adhesivos y pinturas; ángulos altos (60-90 grados o más) indican una superficie contaminada o de baja energía que generalmente será difícil de unir. Un ángulo de contacto en el rango de 40-60 grados es menos claro:esto puede indicar una superficie que es menos predeciblemente limpia y lista para la unión que aquella con un ángulo de contacto más bajo, pero que no es tan seguro para crear uniones débiles como una superficie que produce medidas de ángulo de contacto por encima de ese rango.
Termoestables frente a termoplásticos
Los compuestos termoendurecibles (como epoxis, poliimidas, bismaleimidas) y los compuestos termoplásticos (como PAEK, PEEK, PEKK y sulfuro de polifenileno) tienen diferentes características de superficie y requieren diferentes estrategias de preparación de la superficie.
En algunos casos, dice Dillingham, las resinas termoendurecibles pueden beneficiarse de las películas de superficie diseñadas para aumentar la reactividad química de la superficie compuesta. Estas superficies suelen mostrar ángulos de contacto con el agua en el rango de 30 grados después de la eliminación de la capa despegable y, por lo general, se pueden unir. En otros casos en los que la superficie del polímero es particularmente no reactiva, los ángulos de contacto con el agua son de alrededor de 50 a 60 grados y pueden ser necesarios tratamientos de la superficie para una buena adhesión.
Otra técnica de tratamiento de superficies que ha tenido cierto éxito con los composites termoendurecibles es la abrasión, realizada manualmente o mediante granallado. Según Dillingham, la abrasión funciona porque las resinas de matriz termoendurecible son polímeros frágiles que se fracturan con la abrasión al romper las cadenas del polímero para crear una superficie químicamente activa. Esta superficie puede reaccionar con un adhesivo para formar una interfaz fuerte y estable. Dependiendo de la composición química del polímero termoestable, la abrasión puede reducir el ángulo de contacto del agua en 10 grados o más, lo que puede ser suficiente para una buena unión.
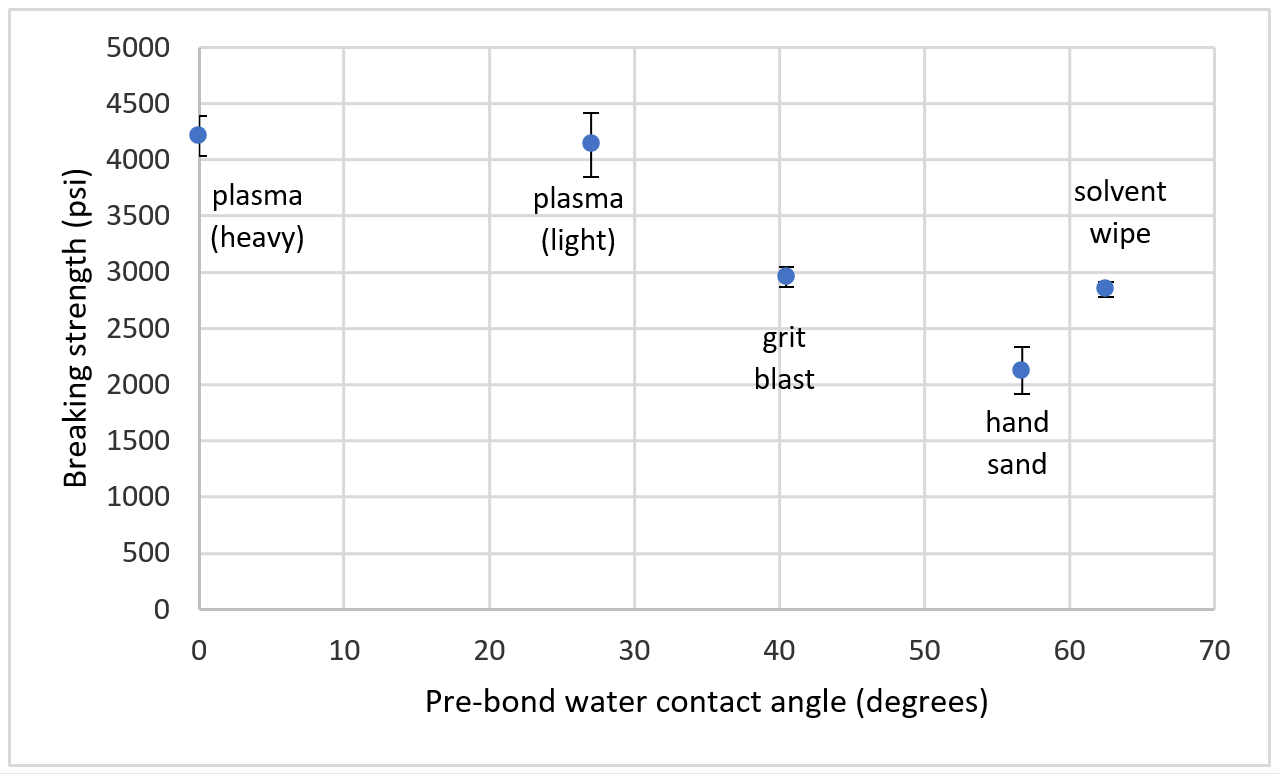
Sin embargo, los polímeros termoplásticos se comportan de manera diferente a los polímeros termoendurecibles. Debido a que las cadenas de polímero no están bloqueadas en una red rígida por reticulación, dice Dillingham, tienden a fluir; en otras palabras, se deforman plásticamente - bajo abrasión, en lugar de fractura. Si bien un compuesto termoplástico desgastado puede ser rugoso, aún no es químicamente reactivo y no puede establecer una buena unión con un adhesivo, revestimiento o sellador. Además, los ángulos de contacto del agua en estas superficies generalmente no cambian significativamente con la abrasión. Para los compuestos termoplásticos, los tratamientos con plasma pueden ser un método eficaz para aumentar las energías superficiales. La figura anterior muestra la resistencia de la junta solapada (eje vertical) versus el ángulo de contacto (eje horizontal) para PEKK adherido con adhesivo de película Solvay 377S. Según los datos, la limpieza con disolvente, el lijado manual y el granallado no mejoraron la resistencia de la junta en este caso, mientras que los tratamientos con plasma aumentaron la resistencia en> 30%. Además, las muestras tratadas con plasma fallaron cohesivamente en el adhesivo, mientras que las otras muestras fallaron al menos parcialmente en la interfase entre el adhesivo y el sustrato.
Se pueden lograr uniones adhesivas fuertes y confiables adecuadas para fines estructurales entre la mayoría de los materiales estructurales, concluye Dillingham. Sin embargo, los tratamientos de superficie que funcionan bien para una clase de material pueden no ser apropiados para otra; Los tratamientos de superficie deben diseñarse teniendo en cuenta las características químicas específicas del sustrato y del adhesivo. La mayoría de las aplicaciones de compuestos termoplásticos requieren tratamientos que aumentan la energía de la superficie en un grado aún mayor que los compuestos termoendurecibles, por lo que los tratamientos de superficie deben tratarse de manera diferente. La combinación de tratamientos superficiales con estrategias de medición y control adecuadas asegura que los tratamientos superficiales sean efectivos y confiables.
Resina
- Herramientas de alta calidad para compuestos termoendurecibles
- Sándwich de nido de abeja termoplástico para sobremoldear en compuestos más delgados y livianos
- Solución de problemas de termoformado de compuestos termoplásticos
- Compuestos termoplásticos:soporte de parachoques estructural
- Solvay y Leonardo lanzan un laboratorio de investigación conjunto para compuestos termoplásticos
- CompositesWorld y el ITHEC se asocian para el evento virtual de 3 días de compuestos termoplásticos
- Engel, Fill desarrolla una celda automatizada para compuestos termoplásticos
- Puerta termoplástica por primera vez para compuestos automotrices
- LANXESS amplía la capacidad de producción de compuestos termoplásticos continuos reforzados con fibra
- Soldadura de compuestos termoplásticos
- Tratamiento de superficies para piezas mecanizadas de precisión de aeronaves