


Eliminación de material a granel Estrategia de fresado CNC
Como gerente de cuentas de ventas de CNC industrial en el noreste de EE. UU., me preguntan habitualmente:"¿Cuál es la herramienta más grande que puede poner en una máquina DATRON?" Y aunque siempre me tomo el tiempo para responder a esta pregunta, me da un poco de risa porque las fresadoras CNC de alta velocidad de DATRON tienen que ver con la eficiencia con herramientas pequeñas. Ahora, por supuesto, entiendo que, a pesar del hecho de que este equipo tiene un gran margen de maniobra en el departamento de RPM, al mismo tiempo debe ser capaz y eficiente cuando se trata de fresar características y piezas más grandes; la mayoría de nuestros equipos lo hacen. después de todo, tenga un área de trabajo de 30" por 40", pero en el mundo de las altas RPM y las estrategias de corte de alta velocidad, las características grandes o la eliminación de material a granel no garantizan necesariamente una herramienta de gran diámetro.
Un ejemplo fácil es el proceso simple de embolsar:tomar una pieza de trabajo y fresar un área para crear un espacio abierto. En este ejemplo, supondremos que el bolsillo debe tener 0,75" de profundidad por 2,75" de ancho por 7" de largo. Los métodos de maquinado tradicionales involucrarían el uso de algo del orden de una fresa de extremo de 1" de diámetro haciendo un recorrido transversal a lo largo de esta parte con valores estándar de reducción y reducción a RPM típicas de menos de 15,000. La eliminación de material a granel se puede realizar de manera efectiva con herramientas pequeñas que utilizan una trayectoria de herramienta en espiral (helicoidal) y altas tasas de RPM.
En el mundo del corte de alta velocidad y las estrategias de fresado cnc de la nueva escuela, se puede realizar una trayectoria más eficiente mediante el uso de una herramienta comparativamente pequeña, como una fresa de extremo de 6 mm, y comenzando con una trayectoria helicoidal que circula hasta el final. profundidad definitiva. A partir de ahí, un gran porcentaje de la ranura de corte puede permanecer enganchado en el material mientras la herramienta da vueltas eliminando material continuamente a medida que ensancha su trayectoria circular X/Y hasta que se haya creado la cavidad completa. Este tipo de estrategia, cuando se combina con las RPM correctas y la geometría de la herramienta de corte, puede superar a una herramienta físicamente más grande que utiliza estrategias tradicionales y RPM más bajas.
En resumen, en el mundo del mecanizado de alta velocidad se trata de fabricar muchas virutas pequeñas muy rápidamente. La necesidad de una herramienta dimensionalmente grande para crear una característica dimensionalmente grande se ha visto eclipsada por la llegada y proliferación de fresadoras de alta velocidad con las estrategias CAM y la geometría de la herramienta de corte para acompañarlas.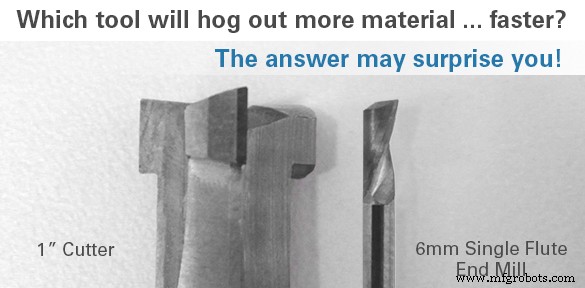
Cuando se trata de fresado CNC estrategias para la eliminación de material a granel, es posible que se esté haciendo la pregunta equivocada.
máquina CNC
- Fresado:una guía rápida
- ¿Cómo utilizar una fresadora CNC?
- Comprensión del fresado CNC
- Introducción al fresado de alta eficiencia
- Introducción al fresado trocoidal
- Estrategias de herramientas de fresado de alta velocidad
- Fresado duro en máquina CNC
- Cómo garantizar la exactitud y la precisión en el fresado CNC
- 3 elementos clave a tener en cuenta antes de proceder con la compensación del radio de la herramienta en el fresado CNC
- Introducción a las fresadoras CNC
- Los servicios de fresado CNC de alta precisión son muy populares