


Ejercicio de fresado multipasada Programación conversacional de Heidenhain
Enviar por:Maquinista
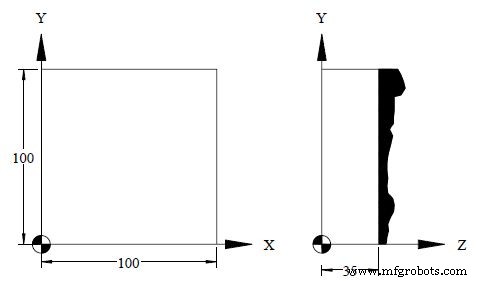
Dibujo/Imagen
Programa CNC
0 BEGIN PGM 10123 MM 1 BLK FORM 0.1 Z X0 Y0 Z0 2 BLK FORM 0.2 X100 Y100 Z40 3 TOOL DEF 1 4 TOOL CALL 1 Z S2000 5 L M6 6 L Z250 R0 FMAX 7 CYCL DEF 230 MULTIPASS MILLING Q225 = 0 ;STARTING POINT 1ST AXIS Q226 = 0 ;STARTING POINT 2ND AXIS Q227 = 35 ;STARTING POINT 3RD AXIS Q218 = 100 ;FIRST SIDE LENGTH Q219 = 100 ;SECOND SIDE LENGTH Q240 = 25 ;NUMBER OF CUTS Q206 = 250 ;FEED RATE FOR PLNGNG Q207 = 400 ;STEPOVER FEED RATE Q202 = 2 ;SET-UP CLEARANCE 8 L X-25 Y0 R0 FMAX M3 9 CYCL CALL 10 L Z250 R0 FMAX M30 11 END PGM 10123 MM
Patrón circular (ciclo 220) Ejercicio de programación conversacional de Heidenhain
Ejercicio de tren de contorno Heidenhain Programación conversacional
máquina CNC
- LÍNEA DE PROGRAMACIÓN TNC DE HEIDENHAIN Ejercicio
- PROGRAMACIÓN TNC DE HEIDENHAIN Ejercicio de chaflán
- Ejercicio de programación Heidenhain Flex K
- Ejemplo de programación conversacional de Heidenhain
- Ejercicio de fresado helicoidal Heidenhain Programación conversacional
- Ejercicio de anidamiento de etiquetas Programación conversacional de Heidenhain
- Ejercicio de subprograma Heidenhain Programación conversacional
- Repita el ejercicio Programación conversacional de Heidenhain
- Ejercicio de rotación Heidenhain Programación conversacional
- Ejercicio de imagen especular Heidenhain Programación conversacional
- Ejercicio de patrón de cuadrícula con patrón lineal (ciclo 221) Programación conversacional de Heidenhain