


Retorno del punto de referencia G28:torno CNC
Retorno del punto de referencia G28
El código G de retorno del punto de referencia G28 se utiliza para acercarse al punto de referencia a través de una posición intermedia.
La posición intermedia se puede especificar en X, Z absolutos o en U, W relativos.
¿Qué es la lectura del punto de referencia Retorno a cero CNC o Retorno al punto de referencia
Durante la máquina de comando de retorno al punto de referencia G28,
primero alcanza el punto intermedio rápidamente (G00),
luego se mueve rápidamente a la posición del punto de referencia.
Programación
G28 X(U) Z(W)
Posición del punto intermedio absoluto X, Z.
Posición del punto intermedio incremental U, W.
Ejemplos
Para los siguientes ejemplos, suponga que la posición real del punto de referencia en su máquina es X330 y Z529.
Ejemplo 1
G28 U0 W0
la máquina se moverá directamente al punto de referencia (ya que no se proporciona un punto intermedio).
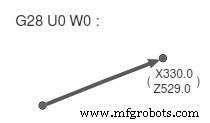
G28 Retorno del punto de referencia G28 U0 W0
Ejemplo 2
G28 X100 Z100
la máquina se moverá primero a la posición intermedia X100 Z100
y luego se moverá al punto de referencia.

Retorno del punto de referencia G28
máquina CNC