


Flujo de trabajo CNC para fresadora de alta velocidad DATRON neo
DATRON neo se diseñó y fabricó específicamente para proporcionar una introducción fácil y asequible al fresado de alta velocidad. Es un sistema Plug-and-Play que cuenta con el nuevo software DATRON next lo que le brinda un control total del fresado de 3 ejes sin necesidad de años de experiencia como maquinista. Dicho esto, los clientes me preguntan todo el tiempo sobre el flujo de trabajo CNC de esta máquina y si en realidad es tan fácil de usar como decimos. Bueno, no soy maquinista, soy vendedor, pero al detallar el flujo de trabajo CNC a continuación, operé la máquina yo mismo (como lo demuestra mi reflejo en la pantalla táctil). Tenga en cuenta que he incluido instrucciones sobre muchas funciones y características opcionales y el flujo de trabajo CNC real para DATRON neo puede ser tan corto como 4 simples pasos. De todos modos, aquí va:
Una vez que la pieza CAM o el código "G" esté listo, simplemente cárguelo en una unidad flash o envíelo a DATRON neo si está conectado a la red.
Una vez cargado, DATRON neo guiará al operador por los pasos para ejecutar la pieza.
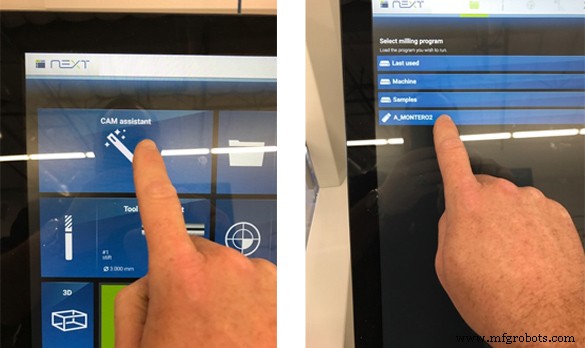
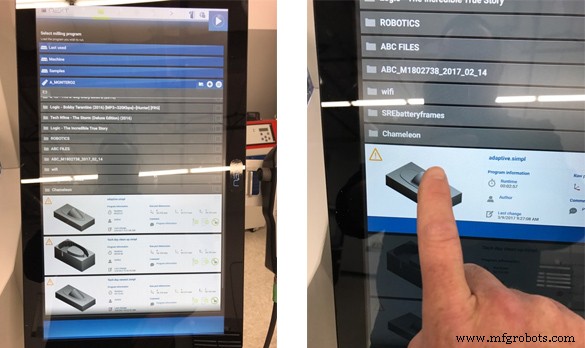
Después de cargar el código "G" en DATRON neo, el operador puede seleccionar el archivo guardado para ejecutarlo.
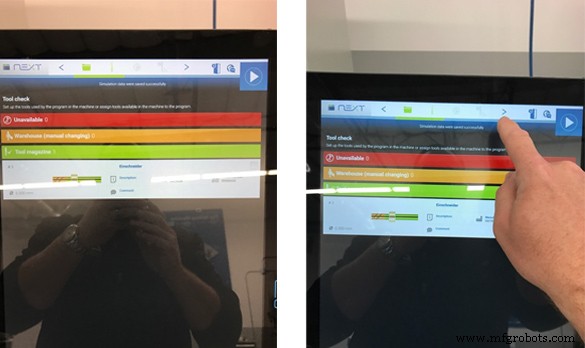
A medida que el operador avanza por el proceso, DATRON neo comprobará las herramientas que ya están cargadas frente a las herramientas que requiere el archivo. Si falta una herramienta, DATRON neo puede sugerir una herramienta que ya esté cargada.
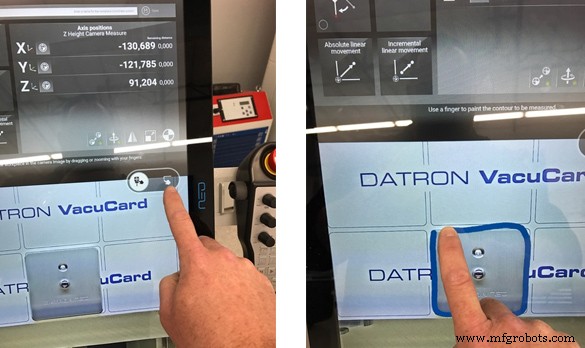
Luego, el operador puede arrastrar su dedo por la pantalla y usar el sistema de cámara integrado para ubicar la pieza para sondear.
Una vez que la pieza está ubicada visualmente, el operador puede simplemente dibujar en la pantalla para comenzar a palpar con la sonda integrada en el DATRON neo.
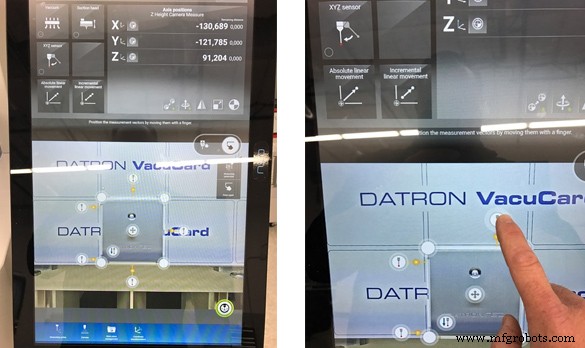
DATRON neo colocará automáticamente los puntos de sondeo según el dibujo del operador. Estos puntos se pueden mover fácilmente según lo crea conveniente el operador.
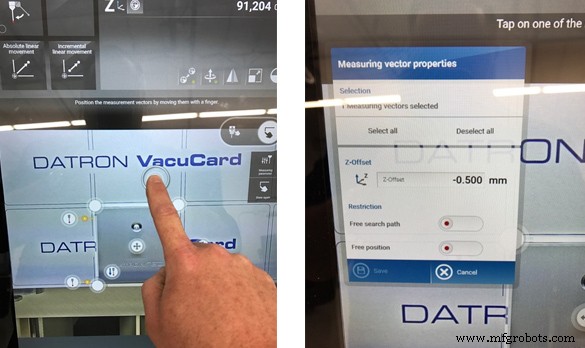
Otra opción que tiene el operador DATRON neo es mover los puntos de la sonda individualmente y configurar manualmente los parámetros para evitar características especiales, todo al tacto.
Una vez que los puntos de sondeo son del agrado de los operadores, simplemente presionan ir.
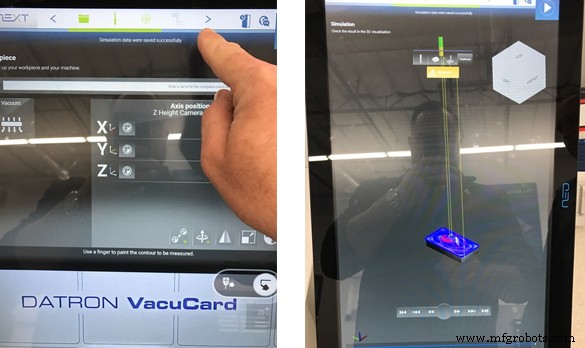
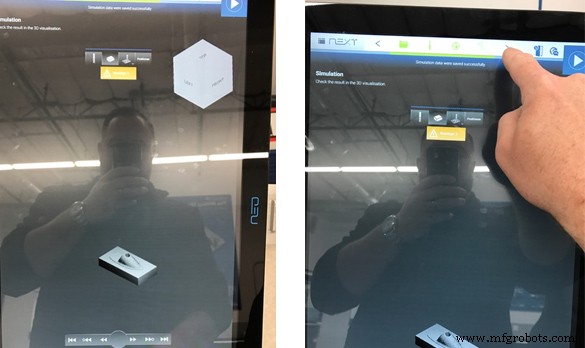
La siguiente pantalla llevará la pieza a una simulación para que el operador pueda ver las trayectorias de herramientas que crearon y asegurarse de que la pieza esté lista para ejecutarse correctamente.
El operador de DATRON neo tiene opciones sobre cómo ver la pieza para asegurarse de que se eligió el archivo de mecanizado correcto.
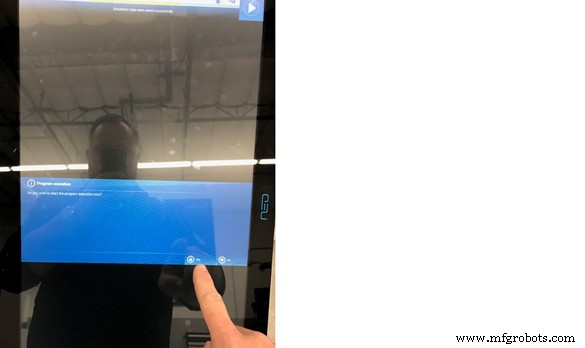
Después de la simulación, DATRON neo está listo para ejecutar el programa.
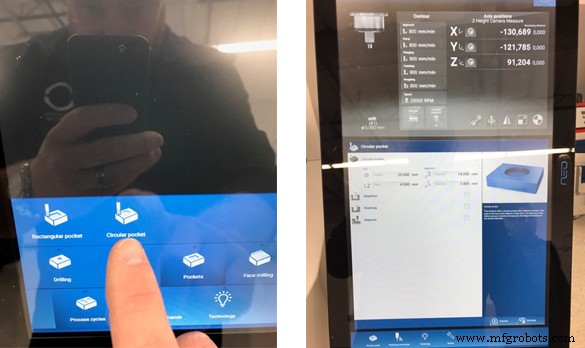
Se pueden realizar otras opciones en un DATRON neo para un fresado rápido y sencillo. Las macros están preestablecidas en el neo para ejecutar cajeras, taladrado, fresado frontal y contornos. Para la creación rápida de prototipos, estas operaciones se pueden realizar directamente en la máquina sin necesidad de CAM de una pieza.
La eliminación de las virutas no podría ser más fácil, porque DATRON neo cuenta con un cajón extraíble que permite aspirar las virutas de aluminio limpias y secas. El neo también utiliza un sistema de cantidad mínima de lubricante (MQL) en lugar de un sistema de refrigeración por inundación tradicional.
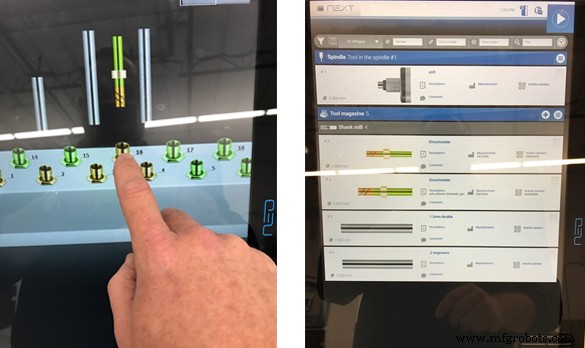
Con DATRON neo, las herramientas se pueden cargar manualmente en la máquina muy fácilmente.
Después de colocar la herramienta, el operador simplemente puede decirle al neo qué espacio y herramienta se usaron.
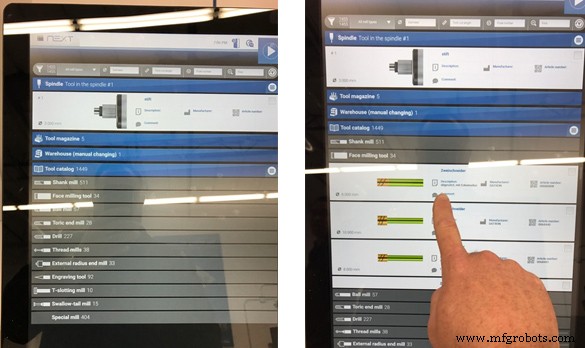
DATRON neo puede rastrear herramientas dentro del cambiador de herramientas, así como herramientas en el inventario del taller, y tiene instalada la biblioteca de herramientas completa de DATRON. Esto facilita la carga de información de herramientas.
El DATRON neo puede acomodar dos mesas de vacío y cada una puede funcionar de forma independiente. DATRON también puede proporcionar una tarjeta de sacrificio permeable al aire. Esto permite que las piezas se corten como galletas sin fresarlas en la mesa.
DATRON neo tiene controles de puerto de vacío en la parte delantera de la máquina para encender y apagar fácilmente las mesas de vacío. Este tipo de sujeción es una excelente opción para piezas planas. Al usar la mesa de vacío, no es necesario que las piezas estén perfectamente alineadas porque puede usar la sonda para ubicar las piezas y su rotación se compensará automáticamente.
Hay una gran cantidad de otros accesorios disponibles para DATRON neo, incluido un cabezal de extracción de polvo y sujeción neumática. Háganos saber si desea obtener más información sobre estos artículos.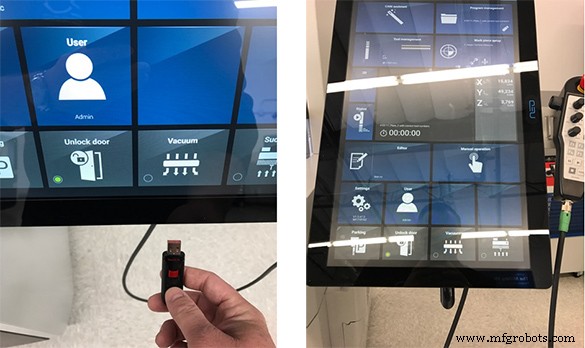
Flujo de trabajo CNC para DATRON neo





máquina CNC
- t para buscar en una máquina CNC
- Mejor enrutador CNC para carpintería
- Enrutadores CNC para principiantes
- Impresión 3D de alta velocidad para la fabricación de lotes pequeños
- Guía para el uso de una máquina enrutadora CNC para principiantes
- 4 Directrices para husillo CNC
- Testimonios de nuestra fresadora CNC
- Torno CNC de alta velocidad
- ¿Para qué se utiliza un taladro de fresado CNC?
- Video para maquinista CNC
- Programación CNC para maquinistas CNC