


Rizado de la primera capa. ¡Guía detallada de impresión 3D!
Como aficionado a las impresoras 3D, debe haber experimentado alguna vez primeras capas fallidas o feas. El rizado ocurre por varias razones y, a veces, puede ser difícil de resolver.
La primera capa puede curvarse debido a máquinas no calibradas o presiones inducidas por la temperatura.
El rizado o la deformación se produce debido a la contracción del filamento derretido durante un proceso de impresión 3D. La contracción del material hace que las esquinas de la impresión se levanten antes de que se separe de la placa de construcción.
Del mismo modo, cuando imprime plástico, se expande ligeramente pero se contrae a medida que se enfría. Por lo tanto, si el material se contrae en exceso, obliga a la impresión a doblarse hacia arriba desde la placa de construcción.
Algunos materiales tienden a encogerse más que otros. Por ejemplo, la contracción de la PC sigue siendo mayor que la del PLA. Significa que debe tener más cuidado al usar plástico para PC para evitar problemas de ondulación.
Este artículo lo ayudará a obtener más información sobre el rizado o la deformación de la impresión 3D y servirá como una guía completa para evitar o minimizar el problema.
¿Por qué ocurre el rizado de la primera capa?
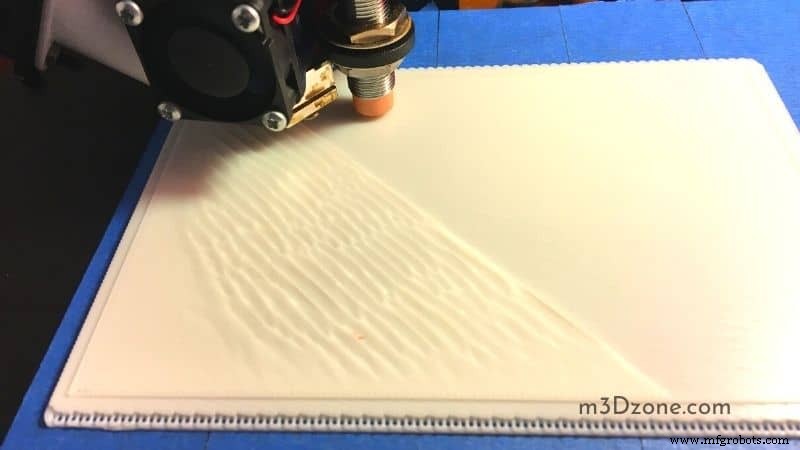
Cuando las primeras cadenas o capas delgadas de filamentos fundidos salen de la boquilla de la impresora, hacen contacto con la superficie de impresión. En el proceso, se exponen a cambios de temperatura masivos.
Capa delgada
Los materiales tienden a expandirse en ambientes cálidos. Cuando introduce filamento sólido en la boquilla de una impresora, se calienta y se expande. El filamento caliente puede alcanzar temperaturas elevadas de 250 grados centígrados según el tipo de filamento.
Ahora, la boquilla de la impresora deposita el filamento fundido con una temperatura de 250 grados centígrados en una cama calentada que está a solo 90 grados centígrados.
Esta variación de temperatura induce una contracción masiva del filamento en la superficie de la placa de construcción calentada y sigue siendo la primera causa conocida del rizado de la primera capa.
Este desafío puede ser la razón detrás de la falla de impresión desde el principio. Sin embargo, puede manifestarse significativamente en capas posteriores.
En particular, la primera causa real del rizado sigue siendo la diferencia de temperatura entre la placa de construcción calentada y el filamento extruido .
Temperatura ambiente
La segunda causa del rizado de la primera capa es el factor de aire ambiental en el entorno de impresión 3D. La cama de impresión no es la única sustancia fría que entra en contacto con el filamento fundido.
Es por eso que las impresoras 3D industriales cuentan con una cámara de calentamiento para eliminar estos efectos. Las impresoras domésticas también se benefician de los gabinetes adjuntos.
Aún así, las impresoras 3D de marco abierto carecen de carcasas y están directamente expuestas al aire ambiente, lo que provoca que la impresión de la primera capa se curve.
¿Cómo evito que mi primera capa se encrespe?
Si la cama de su impresora permanece desnivelada, es probable que observe el rizado de la primera capa. Sería útil si inevitablemente nivelara su cama de impresión para obtener impresiones exitosas y de alta calidad.
Nivele su superficie de impresión
Una cama de impresión nivelada permite que los materiales se extruyan uniformemente en toda la superficie. Además, una cama de impresión nivelada permite imprimir incluso las primeras capas, lo que da como resultado productos terminados de alta calidad.
Las impresoras 3D utilizan una variedad de mecanismos para nivelar la placa de construcción. Algunos usan perillas ubicadas debajo de la superficie de impresión, que pueden cambiar la altura de una esquina de la placa de construcción.
Además, puede usar otras perillas para ajustar toda la placa de construcción simultáneamente.
Además, algunas impresoras 3D tienen sensores a nivel de cama. Los sensores detectan si la placa de construcción se ha deformado y la ajustan automáticamente.
Además, puede realizar una nivelación manual de la plataforma de impresión acercando la boquilla de la impresora a una esquina de la plataforma. Luego, ajusta la altura de la superficie hasta un punto en el que un papel estándar no puede pasar a través del espacio.
Cuando ajuste la esquina de una cama, muévase a las restantes y repita el mismo proceso hasta terminar todas las esquinas.
Ajustar desplazamiento Z
Z-Offset es la distancia entre la posición inicial del eje Z y la punta de la boquilla de la impresora. Significativamente, Z-Offset le asegura lograr una primera capa uniforme.
En teoría, el Z-Offset se equipara con el espacio entre la superficie de impresión y el extremo caliente. Los errores como un microinterruptor defectuoso, una cama desnivelada y sondas de orientación interfieren con los parámetros estándar.
Por lo tanto, puede lograr un buen Z-Offset simplemente nivelando su cama apropiadamente. La clave para una excelente primera capa es tener un Z-Offset adecuado y un nivel de cama correcto.
Regular las temperaturas de la boquilla y del lecho calentado
La diferencia de temperatura entre el filamento caliente y la superficie de construcción es la razón principal detrás del rizado de la primera capa. Por lo tanto, puede evitar que la impresión se curve al disminuir esta diferencia de temperatura.
Además, esto le informa por qué es necesaria una cama caliente cuando se imprime en 3D con algunos tipos de filamentos en lugar de una cama fría.
Normalmente, el filamento permanece más caliente que la temperatura del lecho. Entonces, cuando aumente la temperatura de la cama calentada y baje la temperatura de la boquilla, logrará evitar que la primera capa se curve.
Sin embargo, existen límites en las temperaturas de impresión y cualquier cambio significativo puede crear muchos desafíos nuevos.
Por ejemplo, el filamento caliente disfruta de más liquidez y adhesión. Por lo tanto, bajar la temperatura afecta la adhesión y puede provocar una obstrucción grave del filamento.
Puede lograr un ajuste fino de la temperatura probando el resorte de un objeto en varios rangos de temperatura y eligiendo el valor de temperatura que le permita imprimir productos de alta calidad en 3D.
Apague los ventiladores de refrigeración
En la impresión 3D, utiliza ventiladores de refrigeración para mejorar la calidad de la superficie y evitar que se formen hilos.
Sin embargo, el aire frío fluye sobre hilos calientes de filamento, lo que fortalece la diferencia de temperatura y las presiones térmicas dentro del plástico provocan el rizado final de la primera capa.
Como tal, los ventiladores siguen siendo una fuente de corrientes de aire no deseadas alrededor de la cama de impresión. Lo recomendable es que apagues los ventiladores de refrigeración para lograr las mejores primeras capas.
Limpie regularmente la base de su impresora 3D
Debe desarrollar el hábito de limpiar regularmente la superficie de la cama de su impresora 3D. Recuerde, cada vez que lo usa, los restos de filamento se acumulan en la superficie de la cama de impresión.
No ignore la limpieza del polvo y la suciedad. Incluso las capas finas de suciedad y polvo pueden tener un impacto negativo en la adhesión del filamento, lo que provoca que la primera capa se curve.
Para limpiar la superficie de la cama de impresión, puedes conseguir varios limpiadores y alcohol en el mercado. Por ejemplo, alcohol isopropílico (consultar en Amazon) es excelente para la limpieza de la cama de impresión.
Mensualmente, puede quitar la superficie de la base de la impresora y lavarla con agua tibia y jabón. Después de limpiarlo, evite tocarlo mientras lo vuelve a insertar.
Usar adhesivos
El mercado de la impresión 3D tiene una variedad de adhesivos para camas (consultar en Amazon) , cada uno de los cuales promete excelentes resultados, que puede elegir.
-
Pintor Azul y Kapton
Estos adhesivos son opciones para principiantes que no querrá perderse. Úselos colocando una capa uniforme en la superficie de impresión.

Además, puede colocar una capa delgada de barra de pegamento (consulte en Amazon) en la parte superior para aumentar la adherencia.
-
Laca para el cabello
Otra opción es usar spray para el cabello (consultar en Amazon) directamente sobre la superficie de la cama. Sin embargo, deberá limpiar la cama de impresión después de cada impresión.
Otros adhesivos disponibles en el mercado que puede usar incluyen nano polímeros y barras de pegamento PVA.
Mejorar en sótano
La geometría de impresión puede cambiar la adhesión y el perfil de temperatura del filamento. Por ejemplo, si agrega un borde, le dará al modelo un área inferior más ancha. Aún así, un área inferior más ancha asegura que el modelo pueda agarrarse mejor a la superficie.
También puede optar por utilizar una balsa en su lugar. Del mismo modo, la balsa aumenta la base de su modelo creando un agarre más grande para su modelo 3D. Además, una balsa sigue siendo una entidad separada del elemento impreso, y puede cortar rápidamente la impresión.
Otra forma de superar este desafío es agregar discos delgados en la base de su diseño llamados orejas de ratón. Puede extender las orejas del mouse por todas partes en la cama de impresión, aunque normalmente debe usarlas en las esquinas afiladas.
Evite los borradores
A veces, puede hacer todo lo posible para asegurarse de que su impresión no se doble, pero aún así se dobla. Verifique las ventanas abiertas y las unidades de aire acondicionado si está en esta posición. Siguen siendo fuentes importantes de aire ambiental que provocan diferencias de temperatura que provocan ondulaciones.
Usar un recinto
Cuando comienzas a imprimir en 3D la primera capa, el filamento derretido entra en contacto con el extremo caliente. Luego, se esparce sobre el lecho calentado y la primera capa mantendrá su temperatura alrededor de la del lecho calentado hasta que finalice el proceso.
Ayudaría si usaras un recinto para mantener el objeto caliente. El ahorro del calor generado en la cámara permite evitar corrientes de aire.
¿Cómo evito que mis impresiones se doblen?
El rizado en la impresión 3D se produce debido a la contracción del material. Este fenómeno hace que las temperaturas del extrusor del cabezal de impresión y las diferencias de temperatura de la cama. Hace que los bordes de la impresión se doblen y se levanten.
Para evitar que las impresiones se doblen, puede utilizar las siguientes técnicas:
- Aplicar adhesivo a la placa de construcción
- Nivel de la placa de construcción correctamente
- Usar un borde
- Usar una balsa
- Ajustar la configuración de la capa inicial
- Use la configuración adecuada del ventilador para enfriar
- Utilice una puerta lateral frontal
- Imprimir con un protector contra corrientes de aire
¿Cómo se hace una primera capa perfecta?
En la impresión 3D, la primera capa sigue siendo la base de toda la impresión 3D. Por lo tanto, acertar en la primera capa es todo lo que necesita para lograr un objeto perfecto.
Sin embargo, incluso los usuarios experimentados de impresoras 3D atestiguan que obtener la primera capa no es tarea fácil.
5 pasos para obtener la Primera capa perfecta
- Nivele su cama de impresión
- Reducir la velocidad de la primera capa
- Comprobar temperaturas
- Trate la superficie de construcción
- Agregue una balsa, una falda o un ala
Conclusión
La primera capa sigue siendo la base básica de una impresión 3D de alta calidad. Incluso los impresores experimentados a veces pueden tener dificultades para obtener la primera capa correctamente.
Sería útil si lo hiciera bien con pequeños detalles de impresión, como las velocidades de impresión, el ancho de extrusión, las temperaturas de la cama y una cama de impresora perfectamente plana.
Ahora conoce varias razones que conducen al rizado o deformación de las primeras capas y los pasos que puede seguir para asegurarse de evitar este escollo.
Además, el artículo le brinda numerosas maneras que puede seguir para asegurarse de evitar el rizado o la deformación general de la impresión 3D .
Impresión 3d
- Guía para principiantes sobre impresión 3D de silicona
- Una breve guía para la impresión 3D con Binder Jetting
- Una guía completa para la impresión 3D con inyección de material
- Impresión 3D de TPU:una guía para la impresión 3D de piezas flexibles
- Impresión 3D interna frente a subcontratación:la guía definitiva
- Estructuras de soporte de impresión 3D:una guía completa
- Guía de Carl Calabria para el uso de inserciones en Mark One
- La guía completa para la impresión 3D
- Velocidad de impresión 3D frente a calidad; ¡La mejor configuración!
- Guía de selección de materiales de impresión 3D
- Impresión 3D Polyjet:descripción general de la tecnología