


Mecanizado por descarga eléctrica:construcción, aplicación, pros y contras
El mecanizado por descarga eléctrica, también llamado mecanizado por chispa, es un proceso muy diferente de la mayoría de los procesos de mecanizado convencionales como el torneado y fresado CNC. En estos últimos procesos, se requieren herramientas de corte afiladas para poder sustraer material de la pieza de trabajo que se está mecanizando. A diferencia del torneado y el fresado, el proceso de electroerosión aprovecha la erosión del metal a través de una serie de descargas eléctricas.
Lea a continuación y obtenga más información sobre los conceptos fundamentales involucrados en la fabricación por electroerosión.
¿Cómo funciona la electroerosión?
El mecanizado por descarga eléctrica utiliza chispas eléctricas en la máquina de electroerosión para erosionar algunas partes de la pieza de trabajo. Estas "chispas eléctricas" son en realidad arcos eléctricos formados entre dos conductores que transportan corriente que se acercan entre sí. Los arcos eléctricos son los responsables de generar un calor extremo que hace que los materiales conductores de la electricidad se derritan y evaporen. Dentro del sistema de un proceso de electroerosión, la pieza de trabajo se conecta al terminal positivo o ánodo, mientras que la herramienta responsable de erosionar los materiales se conecta al terminal negativo o cátodo.
Construcción básica de un sistema EDM
Para profundizar en el principio de funcionamiento, a continuación se muestra un desglose de la construcción básica de un sistema de mecanizado por descarga eléctrica (EDM).
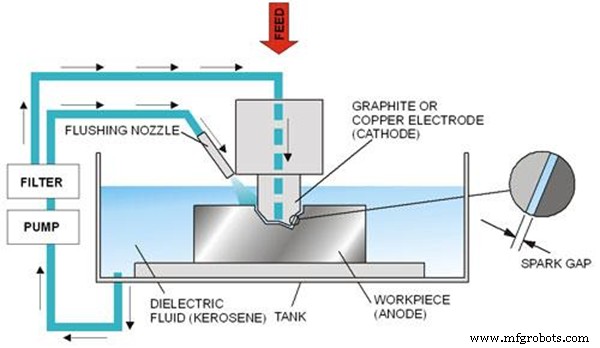
Este componente convierte la fuente de alimentación de CA en una fuente de CC pulsante lo suficientemente alta como para generar una chispa entre la herramienta de erosión y la pieza de trabajo.
Esta parte del sistema se conecta al cátodo de la fuente de alimentación mientras se monta en un poste de herramientas. El perfil de su herramienta será exactamente el mismo perfil que queda en su pieza de trabajo. Durante el proceso, se mantiene un espacio muy pequeño llamado espacio de arco (identificado por los ingenieros de fabricación) entre la herramienta del electrodo y la pieza de trabajo. Los materiales más comunes utilizados para los electrodos son cobre, aleación de tungsteno, grafito, acero y hierro fundido.
Este mecanismo controla el avance y el movimiento de la herramienta en la máquina EDM. El espacio de arco, mencionado anteriormente, se controla críticamente mediante un mecanismo de servomotor programado.
Este componente suministra la cantidad correcta de voltaje necesaria para la generación de chispas y el mantenimiento de la descarga. La generación de cien mil chispas por segundo permite crear una importante sustracción de material de la pieza de trabajo.
Tanto la herramienta de electrodo como la pieza de trabajo se sumergen en un fluido dieléctrico mientras se suministra el fluido en el espacio entre la herramienta y la pieza de trabajo. Además, el fluido dieléctrico debe configurarse para que circule a una presión constante para eliminar por evaporación las piezas de metal que se han erosionado de la pieza de trabajo. Demasiada presión de fluido puede hacer que las virutas de metal se eliminen rápidamente, lo que resulta en una acción de corte más lenta. Una presión de fluido demasiado débil podría provocar un cortocircuito en el sistema debido a las virutas no evacuadas durante el proceso de erosión.
Los fluidos dieléctricos más comunes utilizados en este proceso son agua desionizada, glicol y aceite de silicona.
Esto completa el ecosistema de máquinas EDM porque la parte de trabajo está conectada al ánodo. Para que el proceso sea posible, la pieza de trabajo debe ser un buen conductor eléctrico.
Tipo de procesos de EDM
El proceso de EDM se clasifica en diferentes tipos según la forma y el enfoque de la herramienta utilizada. Los tres tipos comunes de descarga eléctrica en la industria incluyen electroerosión por hilo, electroerosión por penetración y electroerosión por perforación.
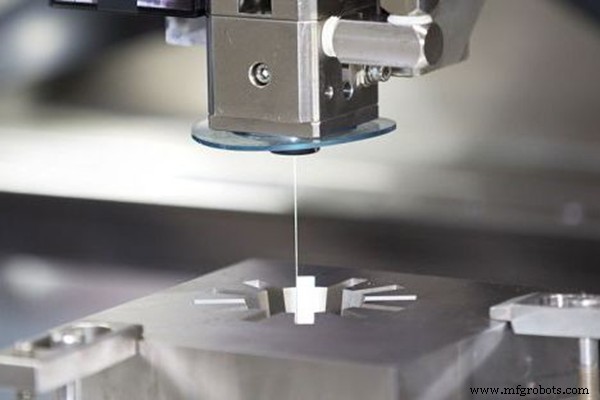
1. Electroerosión por hilo
Como su nombre lo indica, el corte por electroerosión por hilo utiliza un hilo muy delgado (aleación de cobre o latón que generalmente oscila entre 0,004 pulgadas y 0,0006 pulgadas de grosor) sostenido por guías de diamante para cortar con precisión una forma bidimensional en una pieza de trabajo 3D. La ruta está controlada por un programa CNC que permite cortar fácilmente formas complejas. El corte puede compararse con el avance de corte de una sierra de cinta y un cortador de queso. Este proceso se utiliza normalmente para cortar placas, punzones y troqueles de extrusión de metal.
2. Electroerosión por penetración
También llamado ram EDM, este tipo de proceso EDM utiliza electrodos de grafito o cobre formados en forma inversa para cortar una cavidad en la pieza de trabajo. La herramienta que se utilizará se mecaniza en forma inversa a la forma deseada que se dejará en la pieza de trabajo.
Sinker EDM lo hace perfecto para mecanizar moldes que se utilizarán para fundición y moldeo por inyección donde se necesitan formas de cavidades complejas.
3. EDM de taladrado de agujeros
En este tipo de proceso EDM, la herramienta de electrodo se utiliza para cortar agujeros extremadamente delgados y profundos que un taladro convencional no puede hacer. La herramienta para este proceso está diseñada de tal manera que el líquido dieléctrico se alimenta directamente a través del orificio, por lo tanto, un electrodo hueco. Dado que la perforación por electroerosión por electroerosión no se realiza mediante el método de mecanizado convencional, no se forman rebabas en la pieza de trabajo. La EDM de perforación de orificios se utiliza para mecanizar pequeños orificios de alivio en varios álabes de turbina, troqueles y moldes.

¿Cuáles son las aplicaciones del mecanizado EDM?
El mecanizado EDM es muy capaz de producir formas y geometrías complejas.
Es por eso que, en general, el mecanizado por descarga eléctrica se usa para aplicaciones de alta precisión donde el mecanizado convencional no es capaz. A continuación se muestran las aplicaciones más comunes del mecanizado EDM:
Perforación de agujeros pequeños
Muchos fabricantes optan por utilizar el mecanizado EDM para taladrar orificios extremadamente pequeños porque reduce el riesgo de tener herramientas desviadas y dañadas. Los orificios mecanizados por EDM pueden tener una estructura muy pequeña y se pueden ver en los bordes de las palas de la turbina, orificios microscópicos para los componentes del sistema de combustible y muchos más.
Fabricación de moldes y matrices
El mecanizado EDM se utiliza a menudo como un proceso complementario además del mecanizado convencional en la fabricación de moldes y matrices. Como se mencionó anteriormente, el tipo de corte de alambre se usa típicamente para formar espacios en blanco para los moldes, el tipo de plomada se puede usar para formar formas complejas de las cavidades y la perforación de orificios se puede usar para crear orificios de liberación de presión.
Desintegración de componentes
La máquina EDM también se usa para eliminar metales atascados dentro de una pieza de trabajo que no se puede eliminar de ninguna manera ordinaria. Desintegrar los componentes atascados significa destruir o eliminar el material. Algunas circunstancias incluyen pernos cortados en orificios roscados, herramientas de succión en una pieza mecanizada o un pasador atascado en una pieza muy valiosa. Al desintegrar los componentes, puede eliminar el metal atascado sin dañar la pieza que se va a recuperar.
Componentes médicos
Los productos mecanizados por EDM no forman rebabas cuando se fabrican, por eso son perfectos para crear varios componentes de implantes médicos.
Componentes aeroespaciales
Hay muchas características en una pieza aeroespacial que no se pueden hacer con algunas herramientas de corte estándar, y ahí es donde entra en juego el mecanizado por electroerosión. agujeros y requisitos de agujeros profundos muy ajustados.
¿Por qué se prefiere EDM?
Muy capaz de mecanizar perfiles complejos
La libertad de corte para EDM está menos restringida que la de las operaciones de mecanizado convencionales. En este proceso, se pueden cortar con facilidad varias características que son casi imposibles de lograr mediante el uso de fresas y brocas. Estas características incluyen bolsillos intrincados, orificios finos y profundos, paredes delgadas y otras geometrías de formas irregulares.
Alta precisión
Las piezas mecanizadas con tecnología EDM pueden ser precisas hasta con las tolerancias más pequeñas utilizadas en la industria de fabricación de metales. Esto es posible porque el ecosistema de mecanizado EDM no introduce grandes tensiones en la pieza de trabajo y no tiene vibraciones agresivas. Aparte de esto, también se puede realizar un proceso de desnatado para aumentar su precisión y exactitud.
Acabado superficial sin rebabas
La pieza de trabajo producida a partir del mecanizado EDM sale sin rebabas debido a la naturaleza del proceso en el que el metal erosionado de la pieza de trabajo casi se desintegra en micropartículas que luego se expulsan. Lo que es más importante, el corte por electroerosión por electroerosión no implica herramientas de corte afiladas como fresas, sierras y taladros, por lo que este proceso no provoca rebabas en la pieza de trabajo.
Puede cortar metales duros
El mecanizado EDM es capaz de cortar metales duros con poca fuerza y mínimo esfuerzo, siempre que sean conductores. La dureza del material que se corta no afecta el proceso general.
Bajo Estrés
Las herramientas utilizadas en un proceso EDM no tocan la pieza de trabajo, a diferencia de otros métodos de mecanizado en los que las herramientas de corte hacen contacto con la superficie que se está cortando. Esto explica la tensión mínima que se introduce en la pieza de trabajo.
Fabricación altamente escalable
Los procesos de mecanizado EDM son muy versátiles en lo que respecta a la escala de producción, es adecuado para la fabricación de bajo a alto volumen. Estos procesos son altamente repetibles, lo que significa que se pueden fabricar varias piezas con una calidad uniforme.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
¿Cuáles son las limitaciones del proceso EDM?

Solo aplicable a materiales conductores
El calor responsable de la erosión del material en la pieza de trabajo se basa en la introducción de descargas eléctricas, lo que hace que el mecanizado por electroerosión no sea compatible con materiales no conductores como compuestos, plásticos y otros materiales dieléctricos.
Baja tasa de eliminación de material
Como se mencionó, el mecanizado EDM erosiona gradualmente el material. Eso hace que su tasa de eliminación de material sea mucho más lenta que la de los procesos de mecanizado convencionales, como el fresado y el torneado.
Costo de producción caro
El costo de producir piezas usando EDM involucra diferentes factores como un alto consumo de energía, un desgaste excesivo de la herramienta y un largo tiempo de maquinado.
Resumen
El mecanizado por descarga eléctrica es una adición muy útil a varios procesos de mecanizado CNC convencionales. Aprovecha su punto fuerte donde es capaz de producir características especiales que son difíciles de lograr a través del fresado y el torneado. Además de esto, el proceso EDM tiene una precisión excepcional, incluso cuando se cortan metales conductores de electricidad extremadamente duros, además de que presenta una tensión baja durante el procesamiento.
máquina CNC
- Pros y contras de la fundición de espuma perdida
- Pros y contras del trabajo de metales en frío
- Mecanizado por electroerosión:discusión sobre la construcción y el principio de funcionamiento
- ¿Por qué el mecanizado por descarga eléctrica es más popular que otras técnicas?
- ¿Qué es el mecanizado por descarga eléctrica (EDM)?
- Tipos de máquinas de descarga eléctrica (EDM), ventajas y desventajas
- Mecanizado de prototipos:ventajas y desventajas del CNC para la creación de prototipos
- Erosión por penetración frente a electroerosión por hilo:principales diferencias y aplicaciones
- Más allá del CNC:¿Qué es el mecanizado por descarga eléctrica?
- Pros y contras de la tecnología en la fabricación
- Procesos y técnicas de mecanizado