


El sistema de control de movimiento CNC simplificado
Recientemente me pidieron que explicara el sistema de control de movimiento, utilizado en las máquinas herramienta CNC, a alguien de mi familia. Al darme cuenta de que esta persona no tenía experiencia en fabricación, y ciertamente no tenía experiencia con nada tan complicado y técnico, tuve que relacionar mi explicación con algo común y simple, permitiéndoles visualizar fácilmente la analogía... como conducir un coche.

Aunque este tema es muy complicado y técnico por naturaleza, creo que esta analogía hace un buen trabajo al simplificar el tema, y aún así brinda a las personas interesadas una comprensión básica adecuada de lo que está sucediendo. Obviamente, un tema tecnológico tan avanzado podría tomar la mayor parte de un semestre completo en la universidad, para obtener una comprensión completa, pero para nosotros, gente simple, creo que la analogía de conducción funcionará bien. Pero, antes de comenzar, debemos sentar algunas bases. Debe comprender los conceptos básicos de cómo un comando que comienza dentro de nuestro cerebro viaja a través del control CNC y finalmente se manifiesta como un movimiento de uno de los ejes lineales de la máquina.
Pensemos en nuestro programa parcial (conversacional o código G) como nada más que una lista de comandos. Esos comandos están organizados por el control CNC y se organizan en diferentes categorías para cada uno de los ejes individuales de la máquina, y luego se transmiten al eje correspondiente. Una vez que el servoaccionamiento ha recibido el comando para un eje en particular, ese comando se descompone en un simple requisito de voltaje necesario para mover el eje según lo ordena el comando, y ese voltaje se aplica al motor... haciendo que el motor girar y, por lo tanto, hacer que el eje se mueva. A medida que el eje se mueve, su posición actual es monitoreada continuamente por un codificador montado en el extremo del motor o una escala de vidrio que está montada a lo largo del eje. Este dispositivo de monitoreo proporciona retroalimentación al servoaccionamiento para que se puedan realizar cambios en los comandos de voltaje si es necesario... más voltaje significa que el motor gira más rápido y el eje se pone al día si se queda atrás; y menos voltaje significa que el motor gira más lento, por lo tanto, reduce la velocidad del eje si comienza a correr demasiado adelante del movimiento comandado.
Ahora, con eso fuera del camino, apliquemos nuestra analogía de conducción. En primer lugar, necesitamos algunos comandos a seguir... digamos que la ruta en la que viajaremos a nuestro destino final es nuestra trayectoria de corte, y las señales de límite de velocidad en el camino actuarán como nuestra velocidad de avance comandada. Su cerebro es el control CNC, sus músculos actuarán como servomotores y sus extremidades pueden ser los servomotores que controlan sus ejes. Usaremos nuestros ojos y el velocímetro para obtener retroalimentación. Ahora, debido a que nada en la vida puede ser perfecto o exacto, debemos permitir cierta tolerancia aceptable a nuestras posiciones comandadas... así que digamos que todo el ancho de la carretera es nuestra tolerancia de posicionamiento, y mientras permanezcamos en el asfalto, ¡están listos!
En esta primera analogía, imagínate a ti mismo estacionado en una carretera abandonada, en medio de la nada, y el camino está trazado tan recto como una flecha frente a ti. Se le ha ordenado viajar una distancia de una milla, siguiendo la doble línea amarilla en el medio de la carretera, y el límite de velocidad para esta carretera es de 100 mph. Para comenzar, su cerebro le dice a los músculos de su pie que apliquen presión al pedal del acelerador y el automóvil comienza a moverse. Para seguir la línea amarilla, su cerebro usará la información visual de sus ojos para controlar los músculos de sus brazos y mantener el vehículo moviéndose en línea recta; y dependiendo de la información recibida del velocímetro, su cerebro también tendrá que controle los músculos de sus tobillos para aumentar o disminuir la presión que se aplica al acelerador para mantener la velocidad ordenada de 100 mph. La tolerancia posicional realmente no es un problema aquí. De acuerdo, me doy cuenta de que estaba extremadamente simplificado, pero ahora que ves cómo se puede aplicar mi analogía de conducción, podemos dar un paso o dos más.
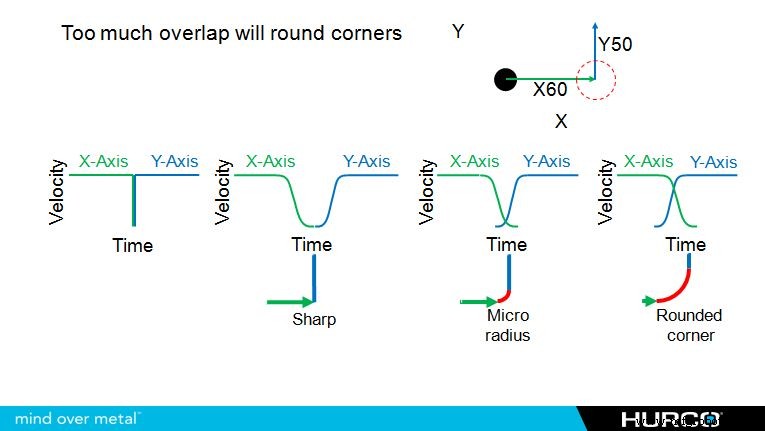
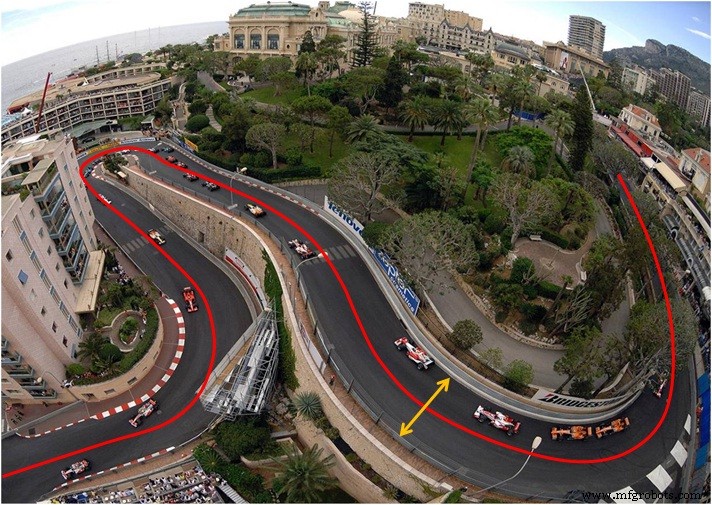
Usando los mismos comandos que arriba (siguiendo la doble línea amarilla por una milla, a una velocidad de 100 mph, y usando todo el ancho de la carretera como nuestra tolerancia aceptable), pasemos a la analogía número dos... estamos sentados en medio de el último trozo de camino recto que encontraremos en la próxima milla. El camino que se presenta frente a nosotros es ventoso y montañoso, y esta vez operar dentro de nuestras restricciones ordenadas será un poco más desafiante. Aceleramos hasta nuestra velocidad ordenada de 100 mph, pero rápidamente se nos presenta nuestro primer obstáculo... un giro completo de 90 grados a la derecha. Al darnos cuenta de que no podemos navegar con éxito este giro y aún así mantener nuestra velocidad actual, tenemos que reducir nuestra velocidad. Debemos encontrar una trayectoria suave a lo largo del giro que nos permita mantener una velocidad lo más cercana posible a nuestra velocidad comandada, pero que no nos haga salirnos de la carretera. Reaccionando a los comentarios recibidos de nuestros dispositivos visuales, nuestro cerebro envía los comandos para controlar los movimientos necesarios y ajusta nuestra velocidad y trayectoria para navegar con éxito en el giro.
Luego, casi de inmediato, nos encontramos frente a un obstáculo aún más desafiante... una curva en "S", con una subida cuesta arriba en la primera mitad y una carrera cuesta abajo en la segunda mitad. Aunque esta situación se manejaría de manera muy similar al simple giro de 90 grados anterior, controlando nuestra velocidad y trayectoria para lograr el camino más suave y rápido posible, mientras nos mantenemos seguros en la carretera, ahora también tenemos que reaccionar a los cambios en la elevación... aumentando la presión en el acelerador mientras sube la primera sección de la curva, pero disminuyendo esa presión y aplicando los frenos si es necesario, en la última sección para que no excedamos nuestra velocidad ordenada de 100 mph cuando la gravedad comience a hacerse cargo. Esta acción y reacción continuará por cada obstáculo que encontremos hasta que alcancemos nuestro destino final... ¡el final del programa!
Cuando hablamos de control de movimiento, también debemos hablar de algo llamado "anticipación de bloques", que generalmente se mide por la cantidad de bloques que el control puede procesar por adelantado, lo que permite que el control se prepare mejor para los obstáculos que se avecinan. En nuestra analogía de conducción, la anticipación de bloques podría ilustrarse como una pantalla LCD, montada en el tablero que nos proporcionaría un mapa de la pista, por lo que podríamos alterar la trayectoria en nuestro obstáculo actual, por lo que estaremos en una mejor posición para ejecutar sin problemas un obstáculo futuro. Obviamente, cuanto más complicada se vuelve la trayectoria de la herramienta de corte, más anticipación disponible podría ser necesaria para mantener la ruta más suave y rápida hacia la línea de meta. Aunque todos los fabricantes de máquinas-herramienta tienen un medio para manejar la anticipación de bloques de manera similar, algunos son más efectivos que otros.
El control WinMax de Hurco tiene algo llamado UltiMotion... un sistema de control de movimiento basado en software patentado que ofrece una anticipación de bloque variable; lo que permite que el control vea hasta 10 000 bloques en el futuro cuando sea necesario, y puede producir reducciones en el tiempo de ciclo de hasta un 30 %, especialmente en las trayectorias de herramientas más complicadas donde se necesita más anticipación. Obviamente, en las rutas de corte más simples, como las de nuestras dos primeras analogías anteriores, el control requerirá mucha menos anticipación que en el último escenario... por lo tanto, se libera más memoria RAM del control y se puede utilizar mejor para otros cosas. Los controles que no tienen esta capacidad única de "adaptarse" a las necesidades actuales del control, no pueden reutilizar ninguna de las memorias RAM de control disponibles y no pueden beneficiarse de este tipo de variabilidad.

máquina CNC
- Las mejores marcas de CNC
- Introducción del sistema de control SIEMENS 808D de enrutadores Cnc
- Un cliente de Egipto vino a nuestra fábrica para ver la máquina CNC
- Cliente de la región mediterránea estudió enrutador Cnc en la fábrica
- Clientes desde Noruega hasta nuestra fábrica de enrutadores CNC
- Testimonios de nuestra fresadora CNC
- Servicios de creación de prototipos CNC
- Mecanizado CNC en la industria automotriz
- Control de calidad en mecanizado CNC
- El costo del mecanizado CNC
- Los fundamentos del control de calidad y la inspección en el mecanizado CNC