


Sinumerik SLOT1 Ranuras en un círculo
Sinumerik SLOT1 Slots en un círculo
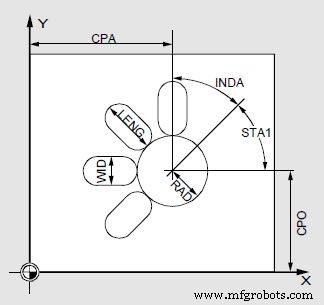
Con el ciclo Sinumerik SLOT1, las ranuras se pueden producir dispuestas en un círculo. El eje longitudinal de las ranuras tiene una orientación radial. En contraste con el agujero alargado, se especifica un valor para el ancho de la ranura.
El ciclo Sinumerik SLOT1 es un ciclo combinado de desbaste/acabado.
Programación
SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF)
Parámetros
| Parámetro | Descripción |
|---|---|
| RTP | Plano de retorno (absoluto) |
| Solicitud de propuestas | Plano de referencia (absoluto) |
| SDIS | Distancia de seguridad (entrar sin señalizar) |
| DP | Profundidad de perforación final/profundidad de orificio alargado/profundidad de ranura/profundidad de cavidad (absoluta) |
| RPD | Profundidad de taladrado final/profundidad de agujero alargado/profundidad de ranura/profundidad de cavidad en relación con el plano de referencia (ingresar sin signo) |
| NUM | Número de agujeros/agujeros alargados/ranuras |
| LARGO | Longitud del orificio alargado/longitud de la ranura/longitud del bolsillo (sin signo) |
| WID | Ancho de ranura/ancho de bolsillo (ingresar sin signo) |
| CPA | Punto central círculo/cajera, abscisa (absoluta) |
| CPO | Punto central círculo/cajera, ordenada (absoluta) |
| RAD | Radio del círculo (ingresar sin signo) |
| STA1 | Ángulo inicial, valores:-180 a 180 grados |
| INDIA | Ángulo de indexación |
| FFD | Velocidad de avance para penetración en profundidad |
| FFP1 | Velocidad de avance para el mecanizado de superficies |
| MEDIO | Profundidad de inserción máxima para la inserción (ingresar sin signo) |
| CDIR | Dirección de mecanizado Valores: 2 (para G2) 3 (para G3) |
| FAL | Corregir la tolerancia de acabado para el contorno (introducir sin signo) |
| VARIOS | Modo de mecanizado 0=mecanizado completo 1=mecanizado sólido hasta creces para acabado 2=sólo mecanizado de creces para acabado |
| MIDF | Profundidad de inserción máxima para el margen final |
| FFP2 | Velocidad de avance para tolerancia final |
| SSF | Velocidad durante el acabado |
máquina CNC
- Letrero de neón
- Sugerencias para nombrar las variables del sistema Sinumerik 840D
- SINUMERIK Operate:Guía del usuario
- Programación CNC Sinumerik 840D
- Descarga gratuita SINUMERIK 808D para PC
- Siemens Sinumerik 808D Manuales
- Sinumerik 802D sl Roscado CYCLE97 Ejemplo
- Resumen de fresado de Siemens Sinumerik 808D
- Resumen de torneado de Siemens Sinumerik 808D
- ¿Qué es el comando RET de Siemens Sinumerik
- ¿Qué es el modo de REPOSICIÓN de Sinumerik