


¿Qué es el rectificado sin centros? ¿Cuál es la diferencia entre el proceso de rectificado centrado y sin centros?
Todos conocemos el esmerilado y debe haber visto alguna vez dónde se requieren superficies altamente acabadas. El esmerilado es un tipo de proceso de mecanizado que se realiza por medio de abrasivos. Si hablamos de esmerilado sin centro, entonces algo queda claro por su nombre que este tipo de rectificado no tiene ningún tipo de centro fijo es decir el rectificado sin centro no tiene ningún accesorio para ubicar y fijar la pieza de trabajo en una posición fija.También es un tipo de proceso de maquinado el cual se utiliza para proporcionar una superficie lisa a la pieza de trabajo.
Esmerilado sin centro:
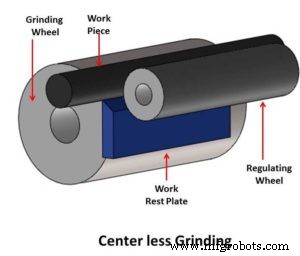
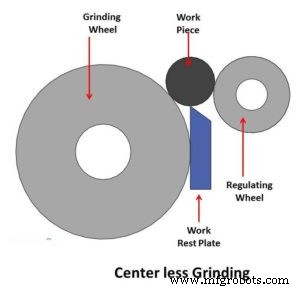
En el centro, menos rectificado, la pieza de trabajo no tiene un centro fijo ni ningún tipo de mandril. La pieza de trabajo gira entre dos rodillos; ambas ruedas giran en la misma dirección con diferentes Velocidad. Una rueda se conoce como muela abrasiva y la otra se conoce como rueda reguladora. La pieza de trabajo no está provista de ningún accesorio de movimiento y la rueda reguladora proporciona movimiento a la pieza de trabajo. El rectificado de la pieza de trabajo se realiza entre ambos Ruedas. La rueda reguladora está unida con caucho y aplica una presión lateral sobre la pieza de trabajo para evitar que se duerma. La velocidad relativa entre la rueda abrasiva y la rueda reguladora es responsable de la eliminación del material por acción de corte. La rueda abrasiva gira alrededor de un eje fijo y tiene mayor velocidad angular en comparación con la pieza de trabajo Solo la muela abrasiva es responsable del mecanizado, la rueda reguladora solo aplica presión externa para un rectificado adecuado, proporciona avance lineal a la pieza de trabajo. La rueda reguladora no está fija en su eje, es móvil para que se mantenga un contacto adecuado entre la pieza de trabajo y la rueda abrasiva. La pieza de trabajo se coloca sobre la placa de apoyo de trabajo fija y la muela abrasiva junto con la rueda de regulación implica el ajuste de la posición de una pieza de trabajo.
El rectificado sin centro se puede clasificar en dos tipos, es decir, rectificado sin centro externo y rectificado sin centro interno. Estamos familiarizados con el rectificado externo que se utiliza para el acabado de la superficie exterior de las piezas de trabajo. pero el rectificado sin centro interno tiene algunas aplicaciones especiales, como el rectificado de orificios para los ejes y otras operaciones de acabado interno. La configuración del rectificado sin centro interno es bastante complicada en comparación con el rectificado sin centro externo.
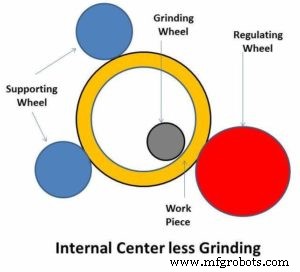
Tiene cuatro ruedas giratorias que se conocen como rueda de rodillo de presión, rueda de papel de apoyo, rueda de regulación y rueda de esmerilado. La rueda de esmerilado se mantiene dentro de la pieza de trabajo ya que es una operación de esmerilado interno mientras que tres ruedas giran fuera de la pieza de trabajo. La rueda del rodillo de presión aplica una presión uniforme desde el exterior y la rueda de apoyo soporta la pieza de trabajo durante la operación de rectificado. La función de la rueda reguladora es la misma que se mencionó anteriormente.
Diferencia entre el rectificado con centro y sin centro :
El objetivo principal de ambos tipos de rectificado es el mismo, pero el proceso es diferente. Ambos procesos tienen sus propias aplicaciones, ventajas y desventajas. Sobre la base de las operaciones de trabajo, a continuación se presentan algunas diferencias entre el rectificado central y sin centro.
| Esmerilado de centro | Esmerilado sin centros | |
| 1. | La pieza de trabajo de rectificado en el centro tiene un centro fijo | En el centro, las piezas de trabajo menos rectificadas no tienen ninguna posición central fija. |
| 2. | La pieza de trabajo se mantiene entre los dos centros en el mandril y tiene el eje en línea con el eje de un mandril. | La pieza de trabajo se coloca entre las dos ruedas giratorias para las operaciones de mecanizado como se mencionó anteriormente. |
| 3. | La pieza de trabajo gira por medio del cabezal de la máquina herramienta pero, en algunos casos, la pieza de trabajo puede estar estacionaria y solo gira la muela abrasiva. | En el centro, menos rectificado, la pieza de trabajo gira por medio de la rueda de regulación y la rueda de rectificado solamente. |
| 4. | La pieza de trabajo se mantiene en las mordazas fijas, por eso la carga y descarga de la pieza de trabajo es un proceso bastante complicado y lento. | En este caso, la carga y descarga de la pieza de trabajo es muy fácil y consume menos tiempo en comparación con la operación de rectificado central debido a que se reduce el tiempo de configuración. |
| 5. | No es muy económico para producciones en serie si se compara con el rectificado sin centros. | Es adecuado y muy económico para la producción en masa. |
| 6. | Usando el rectificado central, cualquier forma y tamaño de la pieza de trabajo se puede mecanizar con mayor precisión y acabado. | Con el centro menos rectificado solo se mecanizan piezas de trabajo de forma cilíndrica. No se pueden mecanizar superficies planas. |
Esto se trata de rectificado sin centros. Si tiene alguna consulta sobre este artículo, pregunte comentando. Si le gusta este artículo, no olvide compartirlo en las redes sociales. Suscríbase a nuestro sitio web para más artículos informativos. Gracias por leerlo.
Proceso de manufactura
- ¿Cuál es la diferencia entre la nube y la virtualización?
- ¿Cuál es la diferencia entre sensor y transductor?
- ¿Cuál es la diferencia entre FRP y fibra de vidrio?
- ¿Cuál es la diferencia entre tornillos y pernos?
- ¿Cuál es la diferencia entre las bridas FF y RF?
- ¿Cuál es la diferencia entre cobre, bronce y latón?
- ¿Cuál es la diferencia entre un TS y un HSS?
- Python 2 vs Python 3:¿Cuál es la diferencia entre Python 2.x y Python 3.x?
- ¿Cuáles son las diferencias entre el rectificado sin centros y el rectificado cilíndrico?
- Una introducción a las rectificadoras de rodillos CNC:¿Qué son y cómo funcionan?
- Diferencia entre proceso de mecanizado tradicional y no tradicional