


Mecanizado de piezas aeroespaciales de alta tolerancia
DTM rápido fue fundada como una tienda de un solo hombre en 2002 por el presidente, Tim Allard. Después de haber trabajado para empresas más grandes como Hitchiner Manufacturing, tuvo la oportunidad de perfeccionar sus habilidades como maquinista en una impresionante variedad de equipos que incluyen un Roku Roku de alta velocidad, máquinas Hermle de 5 ejes con controles Heidenhain y algunos Makinos de alta gama. Pero inicialmente, en su propia empresa, se dedicaba principalmente a trabajos de ingeniería y el primer equipo que compró fue una máquina CMM.
Allard explica:“Pensé que construiría el negocio desde el punto de vista de la calidad, que es más o menos lo contrario de lo que hacen los demás. Eso realmente funcionó bien para mí porque pudimos obtener la certificación ISO. Para una tienda del tamaño que tenemos para tener la certificación ISO desde el principio, no todos tienen eso, y muy pocas empresas de nuestro tamaño la tienen. Esto es ideal para mecanizar piezas aeroespaciales de alta tolerancia”.
En 2004, Allard estaba investigando nuevamente la tecnología de mecanizado de alta velocidad porque vio una oportunidad en la producción de grafito para los fabricantes de moldes regionales que tenían máquinas de hundimiento y necesitaban electrodos. Él recuerda:“Entonces, estaba buscando una máquina que fuera adecuada para mecanizar grafito y fue entonces cuando DATRON apareció en mi radar a través de una búsqueda en la web. Fui a DATRON, miré la máquina y procesé los números, pero no pude hacerlo en ese momento. Sabía que encajaba bien, solo estaba logrando el momento oportuno”.

Entonces, mientras tanto, Allard compró un Haas VF-1 con un husillo de 30 000 RPM y un BT 30 Taper y su paquete de mecanizado de alta velocidad. Explica que el trabajo que conseguían era estable pero no ideal. “En los primeros días, obtuvimos todas estas grandes carcasas de aluminio que acaparamos con una fresa de extremo de ¾ de pulgada. Durante varios años, ese es el tipo de trabajo que recibimos, pero en realidad nunca ganamos mucho dinero haciéndolo".
Pero las cosas cambiaron rápidamente cuando su empleador anterior, Hitchiner Manufacturing, cerró la división en la que había trabajado y los 25 empleados que habían trabajado para él pasaron a trabajar en otras empresas. Allard dijo:"Todos se convirtieron en mis clientes y uno de los muchachos fue a BAE Systems y él es quien originalmente nos consiguió allí".
Especializados en Mecanizado de Piezas Aeroespaciales de Alta Tolerancia
Hoy, BAE Systems y otros clientes de la industria aeroespacial como Fibertek en Herndon, VA representan el 95 % del negocio de Rapid DTM y esto ha demostrado ser muy rentable para la empresa. Tanto es así que en 2016, Allard decidió reducir el enfoque de la empresa exclusivamente al nicho de negocio o fabricar estas piezas pequeñas según las especificaciones exactas que exige la industria. “Quería centrarme en lo que hacemos bien y deshacernos de algunas de estas otras cosas. Tenía dos grandes centros de mecanizado vertical, un Haas VF-5 grande y un Doosan grande y dije que nos deshagáramos de estas dos máquinas y obtuviéramos otra máquina que complementará a nuestro pequeño Haas y seguirá con este pequeño trabajo de estilo nicho con estos diminutos cortadores que cuelgan una milla, sabes dónde realmente necesitas poder darles cuerda y mantener cierta precisión”.
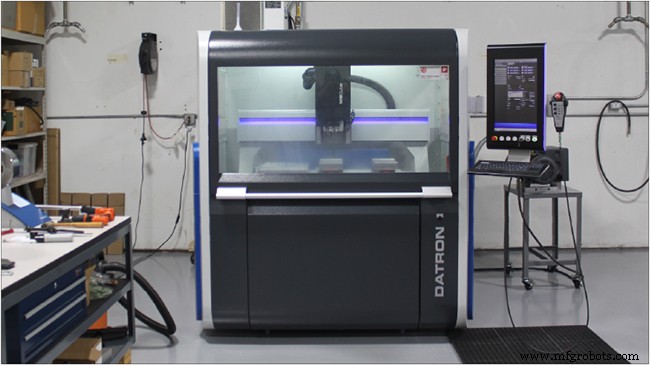
Entonces, compraron un DATRON M8Cube y también invirtieron mucho en su negocio de metrología al duplicar su capacidad de metrología. Además de sus CMM, ahora tienen un sistema de visión y algunos de sus trabajos son metrología directa y trabajo con CMM. Por ejemplo, DMG Mori les pide que verifiquen las piezas de demostración fabricadas en sus máquinas y también miden piezas para otros talleres mecánicos. Allard ha construido tal reputación por su experiencia en CMM que incluso realiza capacitación en CMM para Hexagon Metrology, la compañía a la que compra su equipo CMM. Otro de los clientes de Hexagon es un gran taller mecánico, y mientras los capacitaba para usar su CMM, se enteró de que tenían dificultades con un trabajo de fresado en el que tenían que usar herramientas muy pequeñas para cortar acero. Les explicó que a un máximo de RPM de 12.000, su fresadora no estaba a la altura. Cuando les dijo que tenía un DATRON que podía fresar su pieza, le preguntaron:"¿Qué es un DATRON?". Explicó:"El problema de hacer trabajos como este es que las herramientas se desgastan muy rápido porque no pueden soportar el calor que tienes que entrar y salir, especialmente con este tipo de acero que tiende a trabajar endurecer." Con esa explicación, sugirieron que Allard hiciera el trabajo por ellos, y él respondió sugiriendo que obtuvieran su propia máquina DATRON. No es que no quisiera ayudar, es solo que en realidad no estamos buscando más negocio. Estamos programados para 12 semanas en este momento y estamos ocupados. Solo nuestra máquina DATRON funciona 10 horas al día de lunes a viernes y 5 horas los sábados”.
Al comparar la DATRON con otras máquinas que ha manejado, Allard dice:“Obviamente, en términos de velocidad del husillo, son más altas que las que la mayoría de la gente ofrece. Haas no ofrece nada superior a 15 000 RPM y otras máquinas de este tamaño no funcionan con el tipo de velocidades de husillo que tiene DATRON. Además de eso, la precisión que tiene DATRON es realmente sobresaliente. Ya sabes, compruebo todo en el CMM y he publicado videos que nos muestran comprobando la redondez de las piezas que han salido del DATRON y estamos en aproximadamente 4 micras".
Allard no siente que haya mucha diferencia entre un taller de trabajo y un taller de creación de prototipos porque incluso cuando solo están creando prototipos de una pieza, existe una buena posibilidad de que se convierta en un trabajo de producción de tiradas cortas en el futuro. Como ejemplo, señala una pieza BAE que comenzó con 5 prototipos hace 2 años y, en este día, está ejecutando 35 ensamblajes. “Hicimos los prototipos originales, así que cuando llegó el momento de su orden de producción, éramos la única empresa calificada para hacer el trabajo. Debido a la naturaleza del papel y al hecho de que habíamos demostrado que podíamos hacerlo, no querían dárselo a nadie más. Es un proyecto extraño, es un poco fuera de lo común y eso es lo que hacemos. Este material puede caer en la pila de "sin cotización" para muchas tiendas porque es complejo, todo es trabajo en 3D, tolerancias estrictas, cantidades bajas, cosas que la mayoría de la gente no quiere tocar... y eso es lo que me gusta".
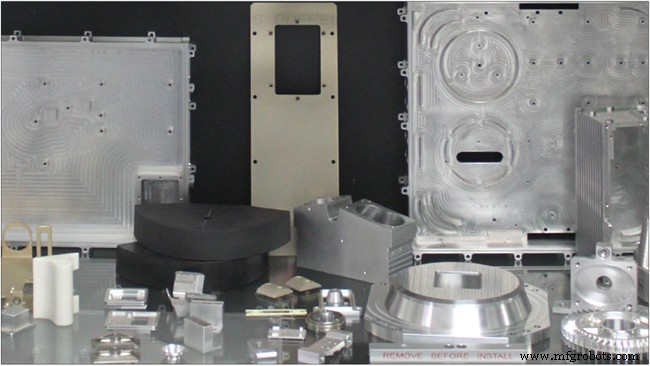
Debido a su enfoque en la industria aeroespacial, la máquina DATRON de Rapid DTM se usa generalmente para fresar aluminio, pero también la usan para mecanizar acero inoxidable 303, acero inoxidable 17-4, titanio 6AL-4V, G10 y mucho Delrin según Allard. Para BAE Systems, todas las partes varían un poco, pero son similares en algunos aspectos, uno de ellos es que son estos pequeños bloques de aluminio de MIC-6 y que tienen aproximadamente 5 pulgadas por 3 pulgadas y media de espesor. Rapid DTM fresa pequeñas ranuras verticales cortadas en ellos que son bastante profundas. Allard explica:"Entonces, estamos ejecutando herramientas realmente pequeñas que están colgando mucho más de lo que debería colgar una de estas herramientas, pero este es el tipo de cosas que he estado haciendo durante mucho tiempo . ” Hace años, cuando comenzaron a fabricar estas piezas, el operador de la máquina Haas tardaba unas 10 horas en producir una sola unidad. A través de la evolución de la tecnología CAM, esencialmente siendo capaces de hacer más mecanizado de descanso, fueron capaces de obtener ese tiempo de ciclo de aproximadamente 5 a 6 horas en su máquina Haas.
Allard dice: “Pero cuando trasladamos el trabajo a DATRON, redujimos el tiempo del ciclo a aproximadamente 2,5 horas para lograr una mejora de más del 50 %”.
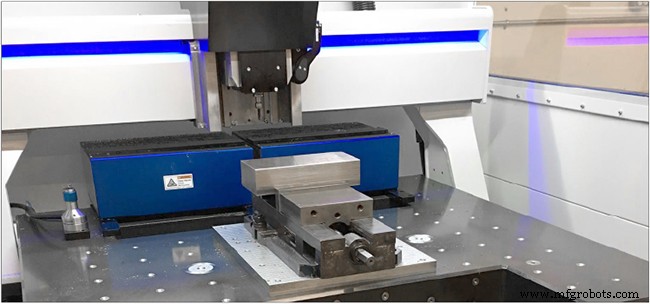
En el caso de la producción de tiradas cortas y la creación de prototipos de Rapid DTM, muchas de las piezas que producen tienen tiempos de ciclo cortos, por lo que los tiempos de configuración rápidos son fundamentales. Allard dice:“Me estoy quedando sin cantidades de todo. En los trabajos de los últimos 4 días, nuestro tiempo de ciclo es de 44 segundos, así que estoy cargando y sacando piezas... que no es mi tipo de trabajo favorito. El hecho de que la instalación en el M8Cube sea rápida y sencilla ayuda mucho”. El área de mecanizado en el DATRON M8Cube es una amplia de 40″ x 32″ que permite múltiples configuraciones como mordazas, abrazaderas neumáticas y mandriles de vacío. Esto proporciona a los fabricantes la flexibilidad necesaria para adaptarse a las necesidades cambiantes y cambiar rápidamente. La máquina de Rapid DTM también tiene un corte en la parte delantera de la cama que permite la sujeción vertical para mecanizar los extremos de piezas de trabajo particularmente largas o altas.

Con respecto a la gran área de trabajo del M8Cube, Allard dice:“Cada dos días hay un trabajo diferente que se ejecuta en el DATRON y esa es la naturaleza de lo que hago. Eso también es parte del desafío en la creación de prototipos, tiene que configurar vicios, mandriles de vacío y herramientas. Cuando los muchachos de BAE Systems vienen y miran el M8Cube, una de las primeras cosas que mencionan es que para una máquina de este tamaño y este peso, tiene una tonelada de recorrido XY”.
Allard también está muy impresionado con la precisión del M8Cube y la calidad de la sonda Renishaw integrada. “Como parte de nuestro negocio de metrología, he estado usando tecnología de sondeo desde siempre y también hay sondeo de Renishaw en el Haas. Pero hago una demostración on las diferencias en el funcionamiento de los dos sistemas y algunas de las ventajas que tiene DATRON. Puede hacer todo lo que hace en DATRON en Haas, pero puede requerir un par de macros diferentes para hacerlo. Con DATRON, hay un menú mucho más amplio para sondear porque hay muchas más cosas que puedes hacer dentro de ese mismo ciclo.
Por ejemplo, ayer estaba usando mandíbulas blandas. Así que tienes dos mordazas instaladas con un espacio entre ellas. Entonces, quería establecer un cero Z en la parte superior de la mordaza trasera. Quería establecer el cero X en la línea central de esa mordaza trasera y luego mi cero Y en el exterior que abarca las dos mordazas. Con Haas, tendría que hacer eso como dos ciclos diferentes. Podría hacer una web X y una Z como un ciclo y luego tendría que mover el husillo a la línea central en la dirección Y y luego hacer un ciclo web Y. Mientras que, con el DATRON, la forma en que se configura el menú, puede compensar X e Y para sondear Z y puede compensar Y para sondear X. No tiene esas opciones en los ciclos Renishaw incorporados para Haas. . Realmente no existe otro sistema de sondeo (que yo sepa) que le brinde la flexibilidad que ofrece el sondeo de DATRON”.

máquina CNC
- para ahorrar dinero en piezas de máquinas CNC
- Impresión 3D frente a mecanizado CNC de piezas de plástico
- Vespel®:el material aeroespacial
- Mecanizado CNC de piezas personalizadas
- Mecanizado CNC de piezas grandes
- Consejos para el mecanizado CNC de titanio:aeroespacial y más
- Mecanizado CNC aeroespacial:piezas ligeras de titanio y más
- Cómo maximizar la rentabilidad en el mecanizado de alta precisión
- Lograr la calidad en la fabricación aeroespacial
- Tolerancia y Mecanizado CNC de Precisión
- Piezas producidas por procesos de mecanizado CNC de precisión