


Calibres pequeños en el abastecimiento de piezas metálicas
La practicidad de los calibradores de pasadores para la inspección del DI de tubos
Aquí en Metal Cutting Corporation, para muchas aplicaciones no es suficiente para nosotros crear piezas con las tolerancias especificadas por el cliente. Una gran parte de nuestro control de calidad es también asegurarnos de que podemos medir las piezas de manera efectiva y proporcionar pruebas positivas de que, de hecho, son como se especifican.
El método elegido, y el tipo de herramienta utilizada, para determinar si una pieza cumple con los requisitos puede marcar la diferencia entre cumplir con las especificaciones la primera vez y tener que hacer trabajo adicional, lo que a su vez aumenta los costos y crea demoras para todos.
Como productor de piezas de metal muy pequeñas que incluyen longitudes cortas de tubería de diámetro pequeño, a menudo usamos calibres muy pequeños conocidos como calibres pin para medir el diámetro interior (ID) de las piezas que fabricamos a partir de tubería.
También conocidos como medidores de clavija, estos medidores pequeños ofrecen un método simple de inspección de "aprobación-falla", lo que permite al usuario evaluar rápidamente el DI de tubería de diámetro muy pequeño con una tolerancia específica de más o menos.
X-Y-Zs de Pin Gages
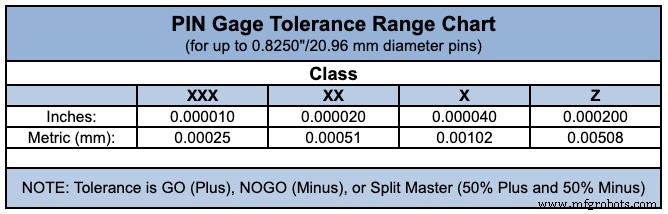
Hay diferentes clases de calibres pequeños (Y, Z, ZZ, XX, XXX, etc.) con diferentes tolerancias adjuntas. La tolerancia del calibre se basa en la tolerancia permitida en el proceso de fabricación de cada pasador.
Por ejemplo, para calibres que varían en tamaño desde 0,001" hasta 0,08250", los calibres de Clase Z tienen una tolerancia de no más de 0,0001", mientras que los calibres de Clase X tienen una tolerancia de no más de 0,00004".
Cuanto más pequeña es la pieza, más importa la tolerancia del calibre. Un calibrador de pasador de tolerancia más estrecha (como el Clase XXX) es más recto y más uniforme en toda la longitud del pasador. Eso lo hace muy adecuado para verificar el ID de un tubo de diámetro pequeño que tiene una tolerancia muy crítica.
Los límites de la medición de pines calibrados
Para la mayoría de los tubos cortos con un diámetro interior de 0,005" a 0,200", los calibres de clavijas normalmente producen resultados aceptables que se pueden correlacionar. Sin embargo, un pin gage solo puede evaluar un límite de tolerancia, no tanto más como menos.
También es importante recordar que si necesita una exacta medida del diámetro de una pieza terminada, estos pequeños calibres no satisfarán sus necesidades.
Esto se debe a que un calibre pin es un método pasa/no pasa, lo que significa que no está diseñado para proporcionar un valor de medición para las características individuales de la pieza. En cambio, en términos simples, si se puede insertar el calibre Go en el ID pero no se puede insertar el no calibre, se han cumplido las especificaciones.
También llega un cierto punto en el que incluso el más pequeño de calibres pequeños puede no ser físicamente factible para determinar tamaños y tolerancias.
Por ejemplo, con un ID de tubo de menos de 0,004”, los calibres de pasador pasa/no pasa simplemente no son prácticos. Esto se debe a que sería muy difícil insertar un pasador de calibre delicado en un tubo de diámetro tan pequeño sin doblar el tubo o dañar el pasador.
Además, los calibres de pasador o tapón no son prácticos para inspeccionar cilindros muy largos, como tubos de diámetro pequeño que tienen varios pies de largo y requieren una identificación uniforme en todo momento.
Alternativas a los medidores pequeños para la inspección de identificación
En los casos en que los medidores pequeños no son apropiados, a menudo recurrimos a otros métodos más sofisticados para inspeccionar las identificaciones, incluidas herramientas como osciloscopios inteligentes y varios comparadores ópticos.
Generalmente, estos métodos usan un sensor para medir varios puntos alrededor de la circunferencia y dentro de un tubo, para calcular si la ID promedio está dentro de la tolerancia. Estos métodos de medición óptica son más precisos que los calibradores de clavijas y se pueden usar para medir círculos, arcos y formas más complejas.
Sin embargo, estos métodos son más costosos que usar un calibrador y tienen inconvenientes. Por ejemplo, las herramientas ópticas no pueden verificar si el ID es uniforme en todo el tubo y la precisión puede verse afectada por el acabado de la superficie de la pieza que se está midiendo.
Además, la medición óptica no se puede utilizar para verificar las identificaciones en piezas muy largas, porque las piezas no se pueden colocar de manera que la luz las atraviese por completo. Por el contrario, el método solo se puede utilizar en piezas cortas que se pueden colocar en el cristal del sistema de medición.
No se salte el paso de inspección en sus especificaciones
Comprender los fundamentos de la medición de piezas y el uso de calibres pequeños y otras herramientas de inspección es crucial para tomar decisiones informadas sobre sus especificaciones.
Así como dedica mucho tiempo y esfuerzo a determinar las dimensiones y tolerancias de la pieza, también debe considerar cuidadosamente sus opciones al decidir cómo determinará si la pieza terminada satisface sus necesidades.
Además, asegurarse de que usted y su socio sepan y acuerden por adelantado qué se medirá y cómo, es un paso fundamental para la fabricación exitosa de piezas.
Tecnología Industrial
- Aplicaciones de impresión 3D en metal (Parte 1)
- Mecanizado de piezas pequeñas de aluminio
- Guía rápida para el mecanizado de precisión de piezas metálicas
- Desbarbado en la producción en masa de pequeñas piezas de metal
- Acabado de metal para evitar la corrosión de piezas de precisión
- Pulido de metales en un mundo de piezas impresas en 3D
- Transición a piezas pequeñas en corte de metal CNC
- Elección de un proveedor de piezas de metal cortadas
- Pulido de piezas metálicas para dispositivos médicos impresos en 3D
- Medición de la perpendicularidad de piezas metálicas pequeñas
- Tolerancia de circularidad en piezas metálicas pequeñas