


Cuando una fresadora-torneadora CNC no gira
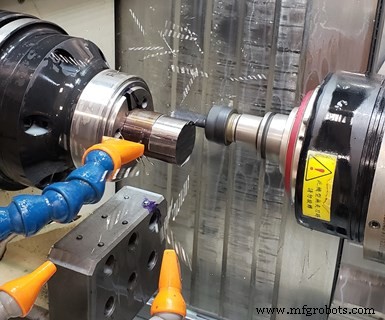
La segunda fresadora-torneadora de eje B MoManTech comprado actualmente no realiza ningún tipo de trabajo de torneado, produciendo una gama de componentes médicos prismáticos complejos a partir de barras. (Todas las fotos son cortesía de MoManTech).
He visitado varias empresas de mecanizado muy avanzadas que se encuentran en medio de la nada. Debido a las restricciones de viaje por el coronavirus, no pude visitar MoManTech, el taller de máquinas de precisión que se describe en esta historia, ubicado en Sheridan, Montana. Pero, "en medio de la nada" es precisamente como el propietario Kirt Johnston describe el lugar de su negocio.
Tomó un acto de fe para él y su familia llegar allí. Originario de Indiana, había ascendido en los puestos gerenciales de un fabricante de dispositivos médicos en Varsovia. En 2003, a los 31 años, estaba poniendo en marcha planes para comprar la empresa. Sus planes cambiaron una vez que aterrizó en el hospital como resultado del estrés relacionado con el trabajo.

Kirt Johnston aumentó sus apuestas en Indiana para mudarse su familia a Montana, donde compró un pequeño taller mecánico. Rápidamente agregó 4,000 pies cuadrados de espacio de piso al edificio, así como una diversa gama de equipos CNC más avanzados.
Por casualidad, se enteró de que un pequeño taller mecánico en una ciudad de Montana de 700 habitantes estaba a la venta por parte de un propietario que tenía sus propios problemas de salud y estaba pensando en jubilarse. Ese taller de 1,800 pies cuadrados tenía solo un par de molinos de rodilla y tres tornos de motor. Pero se sentó en tres acres de tierra con vistas increíbles. Para resumir, compró esa tienda y mudó a su familia allí, dejando atrás la seguridad del empleo existente por las incógnitas que presentaría esta nueva experiencia.
Y cuando digo que mudó a su familia allí , lo hizo de hecho. Durante un par de años, su esposa y socia comercial, Michelle, y sus dos hijos, de 2 y 5 años en ese momento, vivieron en un apartamento de 800 pies cuadrados adjunto a la tienda.
La situación es muy diferente ahora. Después de mudarse allí en julio de 2004, Johnston amplió el taller en 4000 pies cuadrados y comenzó a agregar empleados y equipos CNC más avanzados, como fresadoras, un centro de torneado, tornos tipo suizo, una unidad de electroerosión por hilo y tornos-fresadoras de eje B.
El primer torno-fresado de eje B de MoManTech, adquirido en 2012, permitió al taller realizar trabajos médicos más complejos. Su segundo también lo hizo. Esta última es una máquina torneado-fresadora QuickTech S42ATM de 9 ejes con husillo secundario de Absolute Machine Tools, que se instaló el pasado mes de julio. Quizás lo más interesante de esta máquina, que puede realizar tanto trabajos de torneado como de fresado, es que se utiliza únicamente para fresar. “Nunca le he instalado una herramienta de torneado”, dice Johnston. El uso de esta máquina de esta manera ha permitido que el taller realice cambios más rápidos para los 100 números de pieza diferentes en dos familias de piezas que se ejecutan en la máquina, al tiempo que deja abierta la opción para trabajo prismático adicional mecanizado a partir de barras, en caso de que se presente ese trabajo.
Sin vuelta atrás
Con certificación ISO 13485, MoManTech se especializa en dispositivos quirúrgicos para aplicaciones de columna vertebral, trauma, articulaciones grandes y dentales, así como implantes. Su gama de capacidades le permite ser una ventanilla única virtual para las necesidades de sus clientes médicos. Además de sus diversas capacidades de mecanizado, el taller cuenta con procesos secundarios internos como grabado/marcado láser, limpieza ultrasónica y pasivación cítrica. MoManTech también tiene impresoras 3D de plástico y metal que utiliza principalmente para crear accesorios que se usan en la tienda (consulte la barra lateral a continuación).

MoManTech mecaniza una gama de componentes para dispositivos médicos e implantes.
El QuickTech S42ATM fue su compra de bienes de capital más reciente. Johnston cita el precio y el tamaño compacto como las principales razones para elegir este modelo. Pero también aprecia que tiene un subhusillo de eje C completo en lugar de un dispositivo de sujeción de la pieza de trabajo para el trabajo posterior. El movimiento del subhusillo de tres ejes también contribuye al tamaño pequeño de la máquina, ya que puede moverse en el eje X por encima y por debajo de la línea central de la pieza para proporcionar al husillo de fresado del eje B un mejor acceso a la pieza. El eje B tiene un motor de 10 000 rpm y 3 hp y un rango de trabajo de 190° (±95° desde la vertical).
La máquina tiene una capacidad de barra de 30 mm. En lugar de utilizar un alimentador de barras, se utiliza un extractor de barras para llevar material aserrado en longitudes de tres pies a la zona de trabajo. Esto reduce aún más la cantidad de espacio en el piso que requiere la máquina.

En lugar de tener un dispositivo de sujeción de piezas para trabajo posterior , este torneado-fresado cuenta con un subhusillo de eje C completo.
Tanto el husillo principal como el subhusillo tienen motores de accionamiento directo de 6000 rpm y 5 hp. Están sincronizados para permitir la transferencia precisa de piezas para operaciones de retrotrabajo. El cambiador automático de herramientas (ATC) tiene 24 estaciones para aceptar portaherramientas HSK-40T.
MoManTech actualmente ejecuta dos familias de piezas en esta máquina. Uno es una familia de implantes de titanio y el otro es para dispositivos médicos de acero inoxidable. Todas las piezas requieren mecanizado de cinco ejes (posicionamiento, no contorneado completo), así como trabajo posterior. Los tamaños de lote típicos varían de 5 a 25. La producción de piezas prismáticas a partir de barras cilíndricas facilita las configuraciones, en comparación con un molino convencional que podría requerir accesorios especiales.

Para minimizar el espacio de piso, este eje B turn-mill no tiene un alimentador de barras. En cambio, la barra de material se aserra en longitudes de 3 pies y se arrastra hacia la zona de trabajo.
Johnston aprovecha la capacidad del ATC para mantener instaladas muchas herramientas estándar utilizadas para la mayoría de los trabajos. De esa manera, no se necesita un toque para esas herramientas de uso común, lo que reduce el tiempo de cambio a un nuevo trabajo. Los cambios generalmente requieren solo un toque al final de la barra de material para establecer la ubicación de trabajo y cualquier herramienta nueva agregada para el nuevo trabajo. Absolute Machine Tools también creó macros personalizadas para trasladar las compensaciones de trabajo del husillo principal al husillo secundario. De esa manera, solo se necesita un toque de herramienta en el husillo principal.

Las macros personalizadas permiten compensaciones de trabajo desde el husillo principal para ser aplicado al subhusillo. Por lo tanto, el toque de herramienta solo es necesario en el husillo principal.
El mecanizado eficaz de piezas prismáticas a partir de barras requiere pensar en cómo se "orientará" una pieza en bloque dentro del volumen de la barra cilíndrica. Johnston intenta realizar la mayor parte del mecanizado en el lado del husillo, dejando atrás una característica que es fácil de sujetar por el subhusillo para el trabajo posterior. Es posible que esto solo requiera el mecanizado de cavidades en las mordazas del husillo secundario, en lugar de pinzas personalizadas. La mayoría de las piezas se mecanizan completas y las piezas se expulsan del husillo superior a un dispositivo de recolección.
¿Más trabajo en el horizonte (Big Sky)?
Cuando hablé con Johnston a principios de mayo, dijo que su negocio no se había visto afectado negativamente por la pandemia de COVID-19. Por extraño que parezca, en realidad ofreció la oportunidad de agregar personal. Ha contratado a personas, una a tiempo completo y dos a tiempo parcial de la universidad, que perdieron sus trabajos de verano. Además, a medida que se reanuden las cirugías electivas, es posible que el taller vea más trabajo relacionado con esos procedimientos. Esto podría conducir a compras de máquinas adicionales en el futuro. Y, quién sabe, tal vez ese nuevo torneado y fresado realmente ejecute trabajos que requieran torneado.
Impresión 3D en un taller mecánico
Este accesorio de plástico reforzado con fibra de vidrio impreso por MoManTech es se utiliza para sujetar una pieza mecanizada de virutas de cinco ejes.
MoManTech tiene dos impresoras 3D de Markforged, una unidad que imprime plástico y otra que imprime metal. Estas impresoras utilizan el proceso de fabricación de filamentos fusionados (FFF). Para la impresión de plástico, la impresora calienta el material termoplástico hasta cerca de su punto de fusión y lo saca de una boquilla. La boquilla se mueve en las direcciones X e Y en una placa de construcción para crear una pieza capa por capa. Se dice que el material base Onyx de Markforged (nylon mezclado con fibra de carbono cortada) es 1,4 veces más fuerte que el ABS. Además, el taller puede agregar capas de fibra de vidrio, Kevlar o fibra de carbono para lograr propiedades más fuertes, según la aplicación. También es posible añadir inserciones roscadas de metal. Para hacer esto, el trabajo de impresión se detiene en el momento apropiado, se agrega el inserto y la impresión continúa, encapsulando el inserto en el objeto. El taller suele utilizar esta impresora para crear dispositivos de fijación de plástico. Casi todos los accesorios utilizados en la máquina de marcado láser de MoManTech están impresos en 3D con material Onyx.
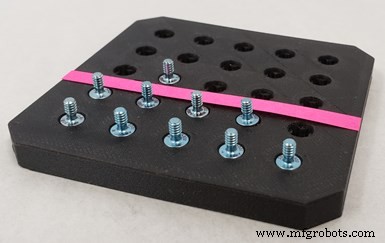
Este accesorio de plástico impreso para el láser del taller el marcador incluye llaves para garantizar la orientación correcta de la pieza.
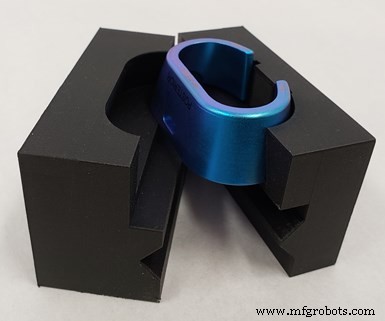
La unidad Metal X se utiliza para imprimir fijaciones duras personalizadas de acero inoxidable 17-4 para sujetar piezas complejas en fresadoras. Johnston dice que imprimir accesorios duros es útil porque no necesita sacar a una persona de un centro de mecanizado de producción para mecanizar accesorios. El accesorio puede diseñarse y luego imprimirse (durante la noche si es necesario) para que pueda usarse al día siguiente. Y, dada la geometría compleja de algunas piezas que esos accesorios deben sujetar, mecanizar un accesorio puede ser un desafío, si no imposible de todos modos, señala Johnston.
Esta impresora utiliza dos carretes de material:uno tiene polvo de metal y un agente aglutinante dentro de una cubierta de plástico. El segundo es polvo cerámico encerrado en plástico. Los carretes se alimentan a través de un bloque calentador, calentando el plástico hasta su punto de fusión y alimentándolo a través de una boquilla de extrusión. La unidad primero coloca capas del material cerámico, que se utiliza para la liberación de piezas de las hojas de impresión desechables que se mantienen en su lugar en la base de la unidad mediante vacío. El material cerámico también se utiliza para crear estructuras de soporte para el metal, donde sea necesario. Una vez completada la impresión con el carrete de acero inoxidable, las piezas se sinterizan, fusionando el polvo de metal en metal sólido.
Equipo industrial
- t saber al comprar una máquina CNC usada
- Qué considerar al comprar una máquina CNC usada
- Cuándo vender su máquina CNC
- Los tornos CNC con aprendizaje mejoran la productividad del taller
- La línea de máquinas alivia los cuellos de botella del flujo de trabajo
- Los tornos CNC ayudan a expandir el negocio y reducir costos
- Una introducción a la máquina fresadora CNC
- Cualidades a tener en cuenta al seleccionar un taller de mecanizado CNC de precisión
- Equipo de taller mecánico
- Elegir un taller de máquinas CNC
- CNC Orlando